
These low-shear pumps are ideal for handling aggressive chemicals.
Flowrox
11/14/2018
Peristaltic pumps can be an excellent choice for pumping both aggressive and nonaggressive chemicals. A peristaltic pump offers a wide variety of rubber hose materials to provide excellent survivability in many aggressive chemicals. The advantage of a hose pump is that the metal housing of the pump does not have to be manufactured out of exotic alloys to handle many aggressive chemicals. The peristaltic pump may cost a lot less than pumps manufactured out of exotic metals.
Pumping Reagents
Because peristaltic pumps are low shear, they are ideal for the pumping of reagents. The peristaltic pump will not destroy the long polymer chains that allow the reagent to retain its maximum effectiveness. Other pumps such as gear and centrifugal pumps often can agitate or damage the reagent polymer chains, which will result in the use of more chemicals to gain the same effectiveness. Image 1. Peristaltic pumps deliver various chemicals for a mining operation. (Images courtesy of Flowrox)
Image 1. Peristaltic pumps deliver various chemicals for a mining operation. (Images courtesy of Flowrox)Pumping Chemical Cocktails
In some cases, the medium is mixed with multiple chemicals and it may be difficult to determine the best rubber hose type for the application. Trying to overanalyze the best hose material can be a waste of time. In a large number of instances, the chemical fractions are minor and will have little impact on the rubber over time. If it is necessary to be absolutely positive on the best alternative, then rubber coupons can be submerged in the chemical compound and checked for swelling and weight gain. This may take time, but it is probably the best manner to gain the most confidence. In general, certain rubber materials are better for certain compounds. Here are some of the basics. Hose failure in a peristaltic pump usually starts with a pinhole leak that gradually gets larger. Each revolution of the pump allows a small amount of the medium to enter the housing of the peristaltic pump. The level inside the pump rises enough that it trips the hose leak detector and the pump is shut down for hose replacement. In most cases, hose replacement is only 30 minutes to an hour. For most repairs, the hose and glycerin are the main wear components and are relatively inexpensive.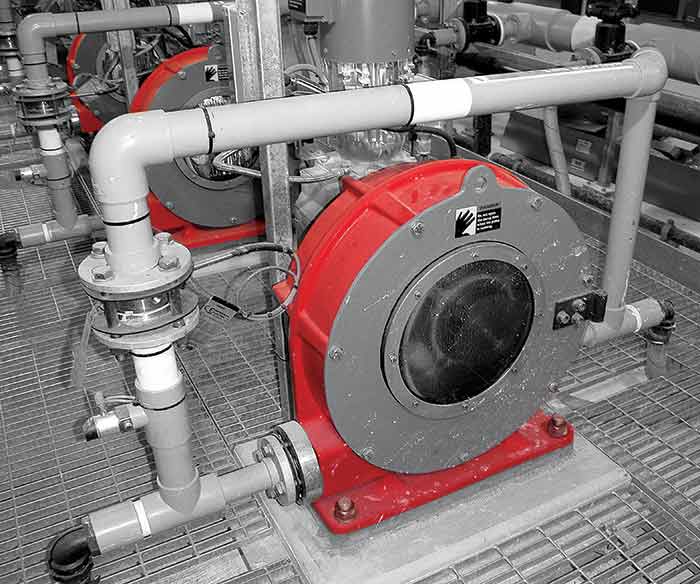 Image 2. These 1.5-foot peristaltic hose pumps were used for lime slurry pumping.
Image 2. These 1.5-foot peristaltic hose pumps were used for lime slurry pumping.Pumping Lime Slurry or Milk of Lime
Lime slurry or milk of lime is used by many chemical processing companies to neutralize pH. It is heavily used in numerous industries such as mining, water treatment, pulp and paper mills, steel mills and cement manufacturing. Lime is unique because when water is added, it does not dissolve in solution but rather is a suspended solid. Lime particles are jagged, abrasive and can scale in piping systems. If it stops moving, it falls out of suspension and solidifies. Lime slurry pumping requires a pump that is capable of handling its abrasive nature. Also, minimizing void or dead spaces in the pump where lime can accumulate and harden is a benefit in pump design. Peristaltic pumps are often chosen for pumping lime slurry or milk of lime because they combine both chemical resistance and the ability to handle abrasive mediums. In many cases, when used as the thickener underflow pump, the pump may pump up to 80 percent solids or higher. The city of Palm Bay, Florida, chose peristaltic pumps for pumping lime slurry for the water treatment process. The pump hose lifetime was nine months and more than 11 million revolutions.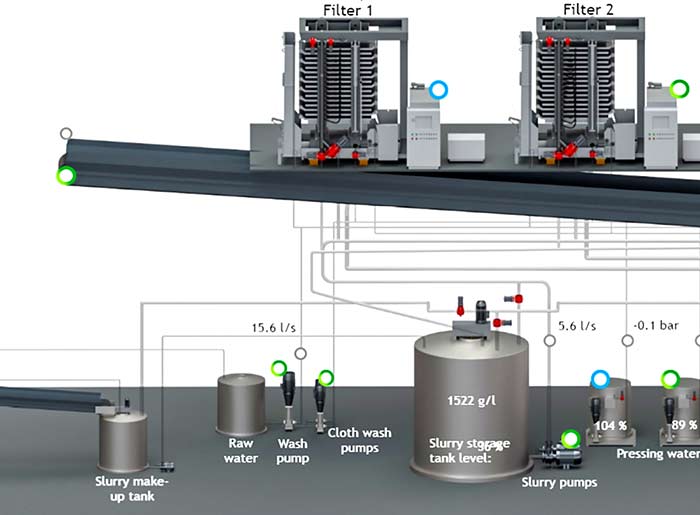 Image 3. IIoT monitoring and analysis of a filter plant. All three of these pressure filters have been equipped with smart cubes. By monitoring this filter operation the machines can be optimized for increased production. Monitoring of key wear areas can provide early detection of wear and tear and alarms are triggered to allow maintenance to repair minor issues, avoiding costly repairs and process downtime.
Image 3. IIoT monitoring and analysis of a filter plant. All three of these pressure filters have been equipped with smart cubes. By monitoring this filter operation the machines can be optimized for increased production. Monitoring of key wear areas can provide early detection of wear and tear and alarms are triggered to allow maintenance to repair minor issues, avoiding costly repairs and process downtime.Where Peristaltic Pumps May Be Ideal
As previously mentioned, peristaltic pumps are low shear. The hose compression creates a wave of fluid just ahead of the compression that carries along solids. The pump does not damage the solids. Peristaltic pumps have even been used to pump live fish and whole strawberries without damage. Peristaltic pumps may also be referred to as hose pumps and are ideal for suction lift applications. If pump head is negative, then a peristaltic pump may be a good option. Peristaltic pumps can suction lift up to almost 30 feet of negative head. However, the hose may not fully rebound due to the open position because of the suction. So, the pump may lose 20 to 30 percent of its rated pumping capacity in extreme suction lift applications. Finally, peristaltic pumps are fully reversible. One user liked using a peristaltic pump in the thickener underflow because if the discharge pipe of the thickener ever became clogged, they would just reverse the pump direction and create pressure in the opposite direction to blow out the blockage. Then the user could return to pumping in the desired direction.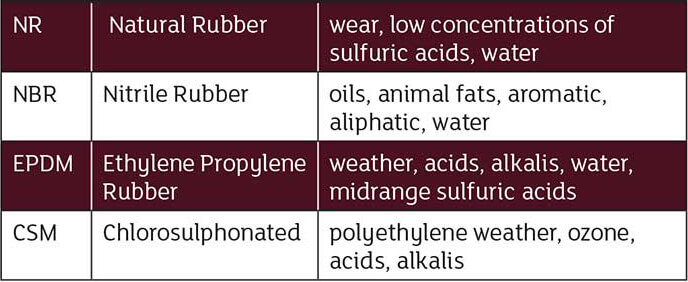 Table 1. Rubber hose materials and uses
Table 1. Rubber hose materials and uses