
Product type and environment must be considered when choosing the proper pump.
Webster’s Dictionary offers a number of definitions for the word harsh, including “having a coarse or uneven surface that is rough or unpleasant to the touch” and “causing a disagreeable or painful sensory reaction.”
When choosing the proper pump for an industrial application, the word harsh has two meanings: the characteristics of the product that will be pumped and the environmental or atmospheric conditions in which the pump will operate. In many situations, harsh products may need to be pumped in harsh conditions.
- When identifying and selecting the proper pump for use with harsh products or in harsh conditions, three questions must be asked:
- What considerations should be taken when choosing a pump for harsh conditions?
- What are some pump problems/maintenance issues that can be encountered in harsh conditions that may adversely affect performance?
- Which pumping technology provides the best answer to the first two questions?
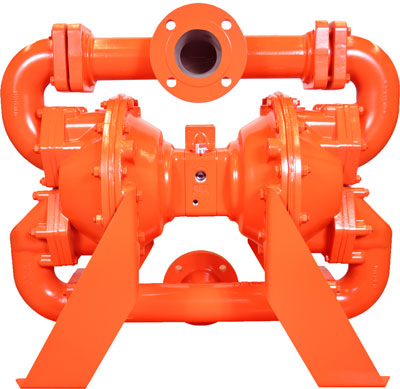
Let’s answer the last question first. For more than 50 years, the pump technology that has proven to perform best in handling harsh products in harsh environmental conditions is air-operated double-diaphragm (AODD) pump technology. AODD pumps are defined as reciprocating, positive-displacement pumps since their operation sees the pump displace fluid from one of its two product chambers upon the completion of each stroke.
AODD pumps have only a few wetted parts—the two diaphragms, two inlet valve balls and two discharge valve balls—while the pumps are air driven by an air-distribution system (rather than by an electric motor). These design characteristics enable the pump to run dry without damage, create a suction lift up to 21 feet (6.4 meters) of water, create positive suction head when necessary, operate while completely submerged and pass solids up to 13/8 inches (34.9 mm). Together, these characteristics make AODD pumps preferable to other pumps in harsh pumping conditions.
Internal Considerations
Several internal factors must be considered when pumping harsh products.
First, the correct wetted material and the correct elastomeric material must be chosen. For example, if pumping a biocide that can be toxic, an AODD pump that has wetted parts and elastomers that are compatible with that product must be used.
A pump’s diaphragms, valve balls, valve seats and O-rings are collectively known as elastomers. Generally, the three types of elastomers are: rubber compounds, thermoplastics and polytetrafluoroethylene (PTFE), which is more commonly known as Teflon.
Rubber compounds consist of rubber and manmade additives that have been designed to increase resistance to specific types of fluids.
Thermoplastic compounds are constructed entirely of manmade elements that have been designed to increase the tensile strength of the elastomer while maintaining excellent abrasion resistance. They are ideally suited for pumping many acidic and caustic materials.
Teflon is the most chemically inert manmade compound known which expands the range of applications in which AODD pumps can be used. Since Teflon is non-elastic, a backup diaphragm must accompany the Teflon diaphragm. The backup diaphragm provides added support resulting in increased mean time between repairs (MTBR).
Most AODD pumps can be designed to use any of the elastomer types to meet most application requirements. Considerations for specifying elastomers include chemical compatibility, temperature limitations, flex life, abrasion resistance, suction-lift capabilities, sanitary standards and cost.
Another issue to consider is the resistance of AODD pump components to abrasion. When a highly abrasive fluid is pumped, damage to the pump’s internal components can occur if the internals do not possess the level of abrasion resistance needed.
Certain powders, as well as slurries, containing rocks, metal fines or sand, tend to be highly abrasive and can scratch the pump’s internals as they flow through the wetted path of the pump. The internal components most likely to get damaged in these instances are the ball cages and elastomeric components such as the diaphragms, balls and seats and any other wetted components that come into contact with the abrasive material being pumped.
Some other factors to consider include whether the product being pumped requires a pump with a bolted or clamped configuration. A popular choice is pumps with clamped configurations, but bolted pumps are a better choice for products that must be contained at all costs because they seal better.
End users must also take into account the temperature of the product being pumped, as well as the pressure at which it is being moved. Standard AODD pumps are 1:1 pumps, meaning for every pound of pressure they produce, one pound is discharged. However, some applications require a pressure ratio of 3:1 to do the job.

External Considerations
The most obvious external consideration is temperature. Many types of AODD pumps must operate in extreme temperature conditions, from the bone-rattling cold of Northern Canada to the sweltering heat of the Arabian Peninsula.
AODD pumps are generally available in either metal or plastic construction materials. While plastic pumps work well in controlled environments, metal pumps are often the better choice for extreme hot or cold conditions.
End users must also consider the type of product that is being pumped. Pumping water in below-freezing conditions will likely require a heating blanket or insulated wrap on the pump to help prevent freezeups.
In the hot sun, or in atmospheres that feature blowing dust or sand, a structure called a doghouse can be built around the pump to protect it.
Also, some products will change characteristics when the temperature rises or falls. A resin that flows nicely at 80 degrees F (27 degrees C) may thicken at 20 degrees F (-6 degrees C) and be difficult to pump. This is another example of when an insulated wrap for the pump may need to be considered.
The type of elastomers that are being used in the pump in extreme conditions must also be considered. For instance, Teflon is not a good cold-weather diaphragm, but EPDM (synthetic rubber) makes for a good cold-weather choice. Teflon does not operate well in extreme heat (over 220 degrees F/104 degrees C), but Viton is effective in extreme heat.
Internal atmospheric conditions must also be factored into the decision making. If a plant has a vaporous environment—if you can smell chemicals in the air, for example—you have to make sure that the pump’s non-wetted and body parts are compatible with what may be air born.
The performance of an AODD pump’s air-distribution system (ADS) may also be affected by environmental factors. The warmer the air, the more moisture it holds. When warm air is taken into the intake of the air compressor, the moisture contained in the air is taken in as well.
However, when the air is expelled from the equipment it expands and drops in temperature, sometimes getting as low as -7 degrees F (-22 degrees C). At this temperature, any liquid in the exhaust will freeze. Because of this, drying the compressed air before it enters the pump is critical.
For example, typical climactic conditions on a hot August day in Louisiana can reach 100 degrees F (38 degrees C) with a relative humidity of 90 percent. In these conditions, a 1,000 standard cubic feet per minute (SCFM) compressor will pump 460.8 gallons (1,744 liters) of water through the air lines in 24 hours.
To combat this condition, the operator should have a properly operating refrigerant/desiccant dryer system working in conjunction with the air compressor unit (as a whole) to minimize moisture issues.
The addition of a drier will assist with removing the moisture which can cause equipment to freeze-up and seize. For the drier to work effectively, it must be set at the proper operating settings, which may change depending on the different climate conditions.
Proper Selection Is Important in Any Condition
The possible harsh conditions have been identified—both in terms of product and of operating environment. What types of problem may arise if the proper pump is not chosen?
The overreaching problem is a decrease in pump efficiency and performance. This can run the gamut from lower flow rates brought on by insufficient operating pressures to product incompatibility that can result in a number of expensive product-related issues. The bane of any pumping operation is downtime, meaning that if the pump is not operating, product is not moving, and money is being lost.
When sizing AODD pumps, the best practice is to slightly oversize the pump and run it slower when applicable. By doing this, parts life is increased, downtime and repair costs are decreased, air consumption is decreased and the overall pump efficiency is increased.
In addition to costly breakdowns and repairs, choosing the incorrect components for the application will result in increased maintenance costs.
For example, if the elastomers in a given pump do not deliver the required abrasion resistance, they will wear prematurely. This premature wear will not only affect the pump’s performance and output but will also require that these elastomers be replaced sooner than expected.
In the end, a plant operator needs to install a pump and then forget about it until some predetermined maintenance schedule requires that he give it an inspection to ensure that it still meets the application’s operational parameters.
The pump must operate efficiently and cost-effectively in a wide range of harsh conditions—no matter how those conditions are defined. That is why savvy operators turn to AODD pump technology.
The benefits of an AODD pump are many when used in harsh conditions—they are forgiving because they offer:
- Sealless technology
- Dry run capability
- Deadhead capability
- Suction lift capability
- The ability to pump thick or thin fluids
- The capability of pumping solids and abrasives
- The ability to pump shear-sensitive products
- Infinite turndown for flow and pressure (no VFD required)
- Easy portability
- Operation in classified areas or in areas where flammables are pumped (no explosion proof wiring needed)
Pumps & Systems, February 2011
