
When unusual things happen in the field, know who to call for emergency support.
When end users find themselves in a difficult situation, calling someone they trust is important. People who have a flat tire or have been locked out of their homes call someone who can respond quickly and can help resolve the problem. Fixing problems with pumps in the field requires the same approach. This is a case study of how a reliable field service team helped a pump user dislodge a feeler gauge that had become stuck inside the element of a high-energy, multistage diffuser barrel pump.
Discover the Problem
The nuclear power plant had been experiencing a problem with a lube oil pump, and the decision was made to flush the lube oil lines. During this process, the plant’s maintenance team recognized that the charge pump’s inboard pump bearing housing dowels had been bent and the rotor was not properly centered on the inboard end. As Murphy’s Law dictates, “Anything that can go wrong will go wrong.”
While the rotor was being centered, a feeler gauge that had been left in the element broke and became stuck in the inboard end at the first-stage wear ring between the inboard impeller shroud and the cover wall. See Figure 1.
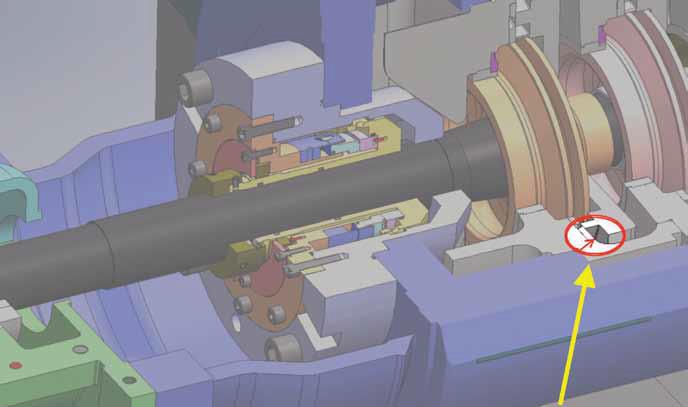 |
| Figure 1. The location at which the feelr gauge had become lodged in the element |
The rotor had shuttled and rotated a considerable amount during the original attempt to remove the broken tool. The plant contacted a pump aftermarket service provider who had a dedicated field service team with the knowledge and experience to provide emergency support. The plant wanted to get the pump back online quickly and asked the field service team to work around the clock to retrieve the broken piece and complete the pump assembly.
A bore scope was used to confirm that the piece could not be easily extracted without removing the element. The technical field advisor submitted an element removal and installation procedure to the plant. It defined the steps for retrieving the broken feeler gauge and properly installing the element into the barrel. Upon approval of the procedure, day and night shifts were scheduled to resolve the issues.
Resolve the Issues
An element skid was installed, and scaffolding was erected in preparation for the removal of the element. The element was rigged, removed from the barrel to the skid, washed with demineralized water and wrapped. Then the element was rotated approximately 90 degrees to allow access to the rail key and cap screws.
The rail key setscrews were removed, and the key back tapped to allow the suction spacer to be removed. The suction spacer was a clearance fit to the intermediate cover, so heating was not required. The suction spacer was removed, and the tool remnant was located in the diffuser vane. The remnant had traveled past the impeller shroud to the diffuser vane because of shuttling and turning the rotor during initial removal attempts. Once dislodged, the maintenance teams agreed that the geometry of the broken piece matched the end of the original feeler gauge. Everyone was confident that no additional pieces were left inside the element.
After masking for foreign material exclusion (FME), the first-stage impeller wear surface was polished in areas that exhibited localized galling, which resulted from normal wear and tear. The suction spacer, rail key, and rail key cap screws were reinstalled and the element was rotated to position the rail key back to the six o-clock position. Following FME inspection of the barrel, the field service team used the even pressure and positioning advantage of the discharge head to set the element into its register fit. Once the element was installed into the barrel, the lube oil flush could be completed. The field service technical advisor assisted the plant with the lube oil flush procedure.
 |
| Typical barrel pump used in high-pressuer feedwater services |
Work with an Experienced Field Service Team
The plant experienced an unusual occurrence in the field and its choice to bring in a skilled field service team helped to correct the problem quickly and efficiently. There are occasions which may arise that require specialists to be on-site. Having a technical field advisor onsite to support pump projects, especially during emergency outages, can be helpful. Experienced field advisors can review existing procedures, recommend improvements, and offer supervision to supplement a plant’s maintenance crew during an outage.
Pumps & Systems, May 2012
