
Editor's Note: This is the third in a six-part series on seals. For other articles in this series, click here.
Many factors must be considered when making this important decision.
This installment focuses on how to choose the proper seal features to ensure a reliable, dry gas seal system for optimal compressor operation and discusses the different types of process and separation seals. Process and separation seals (Figure 1) help create an ideal environment that ensures favorable dry gas seal operation. Using the correct type of seal offers the benefits of increased reliable dry gas seal operation, reduced utility costs, reduced recycling of compressed gas and increased safety. These seals create a restriction between cavities such as a seal-supply cavity and a process-gas cavity or a bearing-oil cavity and a secondary-vent cavity.
Typically, labyrinth seals are used as process and separation seals. Labyrinth seals feature a series of teeth similar to threads on a bolt. The teeth are either stationary in the compressor housing or rotating on the compressor rotor. As gas flows across the labyrinth, turbulence induced by the teeth creates a restriction to ensure that no gas or contaminants flow back across the labyrinth when sufficient velocity is provided. Carbon rings can be used as process and separation seals as well.
.jpg)
Figure 1. Process and separation seals help create the ideal dry gas seal environment.
When designing a dry gas seal system, evaluating the process application to identify which process seal will be the most effective and economical is important. To select the best separation seal, determine the seal’s operating conditions. By considering these factors, a seal system will operate more reliably. One function of process and separation seals is to ensure that dirty gas or contaminants will not backflow and contaminate the dry gas seal. This is achieved by maintaining a minimum velocity across the seals. An industry standard of 16 feet per second (ft/s) at double the seal clearance during dynamic conditions has been established as the minimum for most applications. Calculating the velocity at twice the clearance ensures that, if the process or separation seal is damaged, a sufficient velocity of seal gas will maintain the right environment for the seal. Because Some seal designs will achieve a higher velocity, but having a minimum of 16 ft/s is standard. There are also cases where a higher velocity may be warranted, so a more effective process or separation seal is warranted.
Process Seals
Three types of labyrinth process seals are available: metal, engineered plastics and abradable (Figure 2). Bushing carbon ring seals are another type of process seal.
The main difference between each type of labyrinth process seal is cost and efficiency—as the price goes up, so does the efficiency. Higher efficiency labyrinth seals place fewer burdens on the conditioning systems, allowing a higher safety margin to provide quality gas for this dry gas seal. If an outside source of seal gas supplies the dry gas seal, a more costly and efficient process seal will easily cover the added cost due to the lower seal gas consumption. Therefore, when choosing a process seal, the seal supply gas quality and source must be considered.
The standard labyrinth process seal consists of a series of rotating or stationary teeth with the opposing stationary or rotating part designed to provide a clearance between the components. This prevents damage if the compressor rotor has excessive radial movement in an upset condition, such as a surge. In most instances, the clearance between the rotating and stationary components is twice the clearance when compared to the radial-bearing clearance. With this design, if the bearing clearance is lost, no contact occurs between the rotating and stationary components. For the standard labyrinth seal, this results in the highest flow to achieve the 16 ft/s.
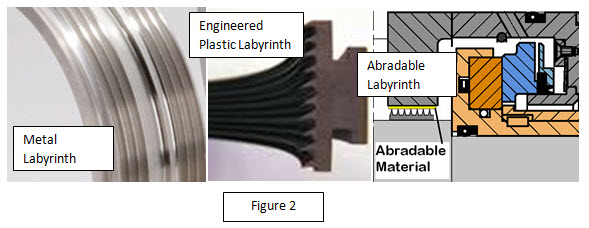
Figure 2. Common types of process labyrinths
Metal Labyrinth Seals
Metal labyrinth seals cost less and are easy to produce, so the main factor to consider is: Should the teeth be placed on the rotating or stationary part? If the teeth are placed on the rotating part, they are more effective at keeping liquids and debris from migrating toward the dry gas seal. Any liquids in the rotating teeth are flung into the flow of gas moving toward the process and are kept from the dry gas seal.
Putting the teeth on the compressor rotor carries an extra cost for replacing damaged teeth, which can be more difficult and more costly. For this reason, the teeth are commonly placed on the stationary component, which provides an effective seal when sufficient velocity across the teeth is made available.
Engineered Plastic Labyrinth Seals
The material characteristics of engineered plastic seals allow for reduced clearances between the rotating and stationary components. A well-designed, engineered plastic labyrinth seal will have teeth that deflect if contacted by the rotating sleeve or compressor rotor, so care must be taken when selecting the correct engineered plastic for this application.
The material should not be too hard, swell because it absorbs liquids or shrink significantly with pressure and temperature changes. The cost will be higher for this type labyrinth, because of the material and more complicated manufacturing requirements. However, the clearance on it can often be reduced to be the same as the bearing clearance. This reduces seal gas consumption and more effectively keeps out contaminants.
Abradable Labyrinth Seals
Abradable seals typically will have no or minimal clearance between the rotating and the stationary sleeve. The sleeve is coated with an abradable material, which is removed as radial movement of the compressor rotor occurs. While the consumption of seal gas will be low, the downside of this is that any major upset conditions in the compressor will substantially wear the abradable material. The result can be insufficient velocity.
In most instances, this will occur if a machine is surged or stonewalled. Under these conditions, the compressor rotor exhibits erratic radial and axial movement that wears away much of the abradable material. Just one upset condition will result in removal of abradable material, increased clearances and low or insufficient velocity. Therefore, attention to this detail is important if abradable materials are used. Although this is a more expensive seal, the consumption of seal gas will only be lower as long as no upset occurs.
Bushing Carbon Ring Seals
Bushing carbon ring seals are the most expensive and the most efficient process seal available. They can be classified as high-tech labyrinth seals. The stationary ring design provides radial movement, allowing minimal clearance between rotating and stationary components. The smaller clearance results in lower seal gas consumption, which creates the right environment for the dry gas seal. In normal operation, the amount of clearance depends on the design to achieve minimal radial clearance between the rotating sleeve/rotor and the stationary carbon ring seal. During cooler, static conditions, due to differences in the thermal properties of the metal sleeve/rotor and the carbon ring, the clearance will increase. An increase in the sleeve because of rotational speeds also occurs, affecting clearances.
These are important factors to consider when designing a carbon ring seal to attain the correct clearance during normal operation. If the carbon ring seal is not designed correctly, heat can be generated from contact between the rotating and the stationary parts, or a larger clearance during normal operation. This will result in higher gas consumption, so using a well-established vendor for this type process seal is critical.
Choosing a Process Seal
When choosing a process seal, the cost to manufacture the seal and the consumption of gas must be considered. For clean applications, such as ethylene or propylene refrigerant, a labyrinth process seal will work well, and there are no advantages to using a more expensive seal. For applications where debris and/or liquids are present, the more effective bushing carbon ring seal will improve the reliability of the dry gas seal.
Do not use labyrinth seals in process seal applications involving large volumes of liquid, such as flooded conditions during a compressor wash. The labyrinth seal’s large gap allows liquid to flow across the labyrinth and change the flow path of the seal supply gas, causing the liquid to flow inward toward the dry gas seal against the flow of supply gas into the compressor.
If an outside seal gas source is used to supply the dry gas seal, there is an associated cost for this utility. Using a more effective bushing carbon ring seal will reduce utility costs and increase the reliability of your dry gas seal. A well-designed carbon ring seal is the best process seal available to cut the consumption of seal gas supply and reliably reduce process liquid contamination from entering the dry gas seal.
Labyrinth Separation Seals
Separation seals prevent oil from entering the dry gas seal and ensure that no process gas enters the bearing cavity. They are also useful as a last resource to prevent process gas from entering the bearing cavity in the event of a catastrophic seal failure. One of the major differences between these separation seals is the consumption of nitrogen/separation supply gas. Therefore, for each type of seal, the general volume of gas consumed will be provided.
To provide a basis for comparing gas consumption, a 6-inch diameter seal will be used whenever flow is referenced. Assuming the same operating conditions for each seal, this gives a starting point for gas comparison. Actual gas consumption will vary based on operating conditions, but consumption will be relative.
Due to the clearance of a labyrinth seal, (twice the bearing clearance), the gas consumed to support a labyrinth seal is high, not less than 17 standard cubic feet per minute (scfm). The bearing design and proximity to the seal must also be considered. The same options are available for separation labyrinth seals as for process labyrinth seals—metal, engineered plastic and abradable.
Because of reliability issues with labyrinth separation seals, several situations must be considered when choosing a seal. Some bearings will spray oil toward the dry gas seal/separation seal, and due to the oil’s velocity, a labyrinth seal will not prevent the oil from making its way into the dry gas seal. Because the length of the rotor on newer compressors continues to be shortened to manage rotor dynamics, the bearing is designed closer to the separation seal. This means the bearing oil is closer to the separation seal. Therefore, a seal is required to ensure that oil will not migrate into the dry gas seal. In this situation, a labyrinth seal would not be effective.
Problems can occur to the seal when warming lubrication oil or maintaining bearings on a compressor in storage. While performing these procedures, if the separation supply to the separation seal is not present, oil can flow across the labyrinth and potentially contaminate the dry gas seal.
Another consideration when using a labyrinth seal as a separation seal is the connection of the seal’s vent line/secondary vent line. If the vent line/secondary vent line connects to atmosphere, it is not a problem. If connected to a flare line, then it is possible to have backpressure present on the inboard side of the separation seal. It is, therefore, critical to ensure that leakage from the secondary seal will flow out the vent line/secondary vent line and not into the bearing cavity. If high pressure is created in the vent line, it can cause backpressure and force gas into the bearing cavity, potentially causing an explosion or fire or possibly exposing personnel to a toxic gas.
Other Types of Separation Seals
Three additional types of separation seals can be used in place of labyrinth separation seals—contacting carbon rings, bushing carbon rings and axial end face. These seals are upgrades from labyrinth separation seals and are much more effective at managing pressures in vent lines and preventing oil from migrating into the dry gas seal.
Contacting Carbon Ring Seals
Contacting carbon ring seals have many concessions and should be used in applications in which they will give the best results. They cannot have a supply gas with a dew point below -50 F, because this will result in excessive wear of the carbon ring. These seals are also sensitive to back pressure. If a back pressure condition might occur in the vent line, a contacting carbon ring should not be used. Sensitivity to pressure is also a concern because this can cause heat generation, resulting in dry gas seal failure.
For warming lubrication oil and maintaining bearings when the compressor is in storage, a contacting carbon ring provides a good restriction to minimize oil flow toward the dry gas seal. Because different seal manufacturers offer different carbon ring seal designs, caution should be used if a carbon ring is chosen as a separation seal. Some designs can generate heat during operation, which can result in a dry gas seal failure.
However, contacting carbon ring seals do have the advantage of constant gas consumption, typically at about 2 scfm. While these seals offer efficient gas consumption, caution must be taken when selecting this type of seal due to possible heat generation and low dew point nitrogen.
Bushing Carbon Rings
Bushing carbon rings offer excellent reliability when designed correctly and when the system providing the separation gas supply is designed to match the seal and its operating conditions. The tight clearance allows for a high velocity of gas flow under the carbon ring to prevent oil from migrating, even when in close proximity to the bearing. Since the seal design is a bushing, it will manage changes in pressure and higher back pressures without major detrimental effect to the carbon ring. No contact with the rotating component means no heat generation.
The disadvantage is that when the compressor cools, clearances between the rotating and stationary components will increase, so the supply gas consumption will increase. A well-designed system can minimize this consumption. For warming lubrication oil and maintaining bearings when the compressor is in storage, a bushing carbon ring will have a higher clearance. When separation supply gas is not provided, little restriction prevents oil from flowing toward the dry gas seal. Typically, a contacting carbon ring and bushing carbon ring are about the same price, so seal selection will depend on the flare conditions and the gas supply’s dew point. Typical gas consumption can be 2 scfm during operating conditions and 10 scfm or greater during a cold static condition, depending on the system design.
Axial-End Face Separation Seals
Axial-end face separation seals consume the least amount of gas, less than 1 scfm, and will not allow oil migration despite the force propelling the oil. There is little change in gas consumption from static to dynamic conditions. In a static condition,
the seals prevent oil migration to the dry gas seal even if supply gas is not provided. This resolves the problem of oil flowing toward the dry gas seal when the separation supply is not present, such as during the warming of lubrication oil or when maintaining bearings on a stored compressor.
Because axial-end face seals feature a lift-off design, no issue exists with the gas supply dew point and no issue with heat generation from contact. The seals can manage differential pressures of 145 psi without a problem, so they easily handle changes in vent pressure. With the ability to manage higher backpressures, the seals can also help contain process gas in the event of a seal failure, where process gas pressure migrates to the separation seal.
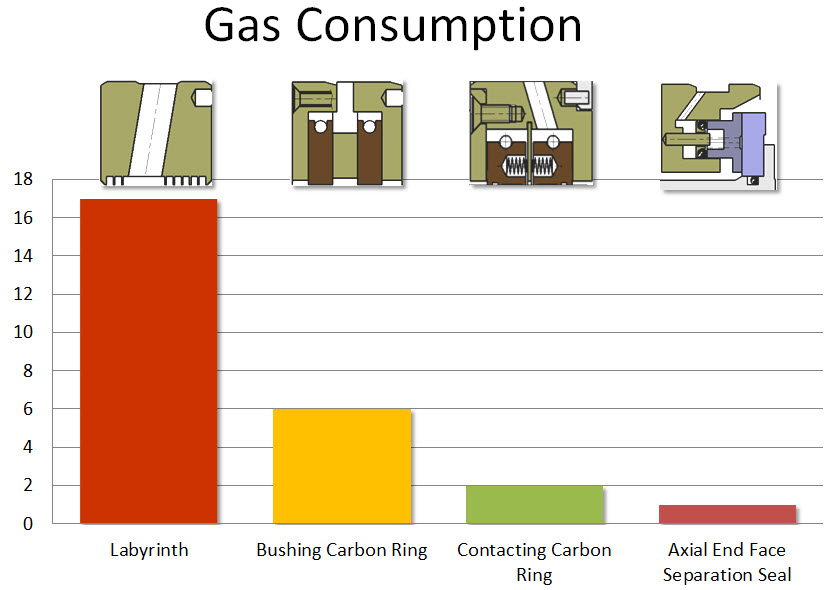
Figure 3. How different types of seals consume nitrogen.
Although axial-end face seals could be considered the ideal seal because of their low gas consumption and ability to handle varied conditions, all these features are costly. When comparing the nitrogen consumption (see Figure 3) of 17 scfm for a labyrinth and 2 scfm for a carbon ring seal, the 1 scfm of nitrogen consumption on an axial-end face seal can substantially cut the amount of nitrogen used, resulting in a substantial cost savings. The cost savings from the nitrogen consumption will pay for the added cost of the more expensive axial-end face seal.
The Best Seal Choice
To select the appropriate process seal, the process gas and the seal supply gas source must be identified. Vent pressures and dew points of the separation gas supply are important factors to consider as well. Labyrinths are lower-cost seals but consume the most nitrogen. When combining the cost of the seal with the cost of nitrogen consumed, the axial-end face seal will have a lower life-cycle cost.
The fourth article (July 2012) in this series will discuss how to select a seal configuration to meet the application, operating conditions and design limits.
Pumps & Systems, April 2012
