
Low friction surface technology aids magnetic and hydrodynamic bearing reliability and failure resistance.
Magnetic bearings have the advantage of non-contacting, super-low friction performance. With no liquid lubricant needed, they are increasingly being used in applications involving vacuum operations, refrigeration, semiconductor production, biotech and pharmaceutical operations. All these are applications in which cleanliness is key and contamination from lubricants is intolerable.
A key component of magnetic bearings is the touchdown, or auxiliary bearing. These come into play if the rotating shaft delevitates for any reason—such as during spinup or spindown, power failure, intermittent contact from exceeding bearing load capacity or excess shaft radial motion due to vibration or other machine upset condition. Several options exist for auxiliary or backup bearings, with the plain bearing being the simplest.
Plain bearings are similar to hydrodynamic bearings, in that that they consist of interfacing running surfaces on a rotor and stator that may come into contact during any of the times cited above.
The main difference between auxiliary bearings in a magnetic bearing system and a hydrodynamic bearing is that the hydrodynamic bearing is supported with a liquid lubricant whereas the auxiliary magnetic bearing will run in air, inert gas or vacuum, depending on the application.
The hydrodynamic bearing needs enhanced running surfaces if the pumpage is the lubricant and of poor lubrication qualities. If these bearings lose lubricant due to system upset, they will require dry running capability until the machine is stopped and the lubricant can be restored. In this way, both auxiliary bearings in magnetic systems and hydrodynamic bearings have similar requirements for enhanced running surfaces and dry running under these conditions.
Among the auxiliary bearing alternatives of plain, rolling, planetary and zero clearance, Penfield and Rodwell1 cite plain bearings as the simplest and potentially least expensive. They cite the advantages of low cost, passivity (no moving parts), reduced potential for deterioration in standby and their wear condition can be measured via clearance between interfacing surfaces.
The only negatives cited are a higher friction coefficient and heat generation during spindown compared with the alternatives.
Another limitation is that some of the surfaces used in auxiliary bearings are impregnated with lubricant, therefore not meeting the lubrication-free requirements of a vacuum or for other clean applications. These limitations can be solved with a low-friction, self-lubricating surface that has been demonstrated in pin-on-disc testing and mechanical seal applications. Such surfaces will enhance a bearing's capability in poorly-lubricated or dry-running situations. Therefore, the reliability and wear life of plain auxiliary bearings and hydrodynamic bearings can be enhanced with this surface.
Emerging Surface Technology
Treatment of the surface of carbides to remove the carbide material (such as silicon or tungsten) can be achieved so that the carbon sintered into the carbide is transformed into a matrix of graphite and nanocrystalline diamond. This technology was described in “Surface Conversion for Dry Running Performance” (Pumps & Systems, June 2009).
This treatment is not a coating. Therefore, it avoids coating pitfalls such as dimensional growth, pitting, spalling or any other delamination mechanism. This is because no dissimilar material is added (or coated) onto the substrate.
As a result, there is no dissimilar bond line to delaminate. Also, no dimension or geometric inconsistencies are added, so the process can be performed on finished components and put into service with no post-process grinding or lapping operations.
A scanning electron microscope image of a cross-section of the resulting surface, treated to about a 10 μm depth, is shown in Figure 1. Notice that the new surface crystal structure is intimate with the virgin substrate, with no adhesive bond line to delaminate.

Figure 1. Electron microscope cross-section image of the treated surface
The performance of this surface has been demonstrated in numerous pin-on-disc tests. Those tests show the material's insensitivity of the friction coefficient to wet or dry conditions. See Figure 2.
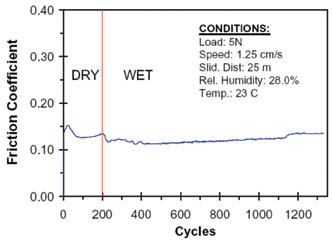
Figure 2. CDT surface is insensitive to dry vs wet conditions. (Pumps & Systems, June 2009)
In mechanical seal testing, this surface has shown surprisingly superior performance in long duration dry running and in flashing hot water conditions. Figure 3 shows one test in which the surface ran for an hour as a mechanical seal, completely dry, and reached a temperature of 425 degrees F.

In a similar dry running test, the mechanical seal faces ran dry for 42 minutes and reached a temperature of 275 degrees F without thermal runaway. Figure 4 shows this temperature history, profilometry and microscopy of the surface after test.
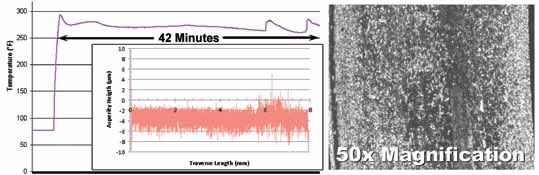
Figure 4. Treated carbide surface dry running performance as a mechanical seal: temperature history, surface profilometry and microscopy
The wear scar on the mating ring is out past 5.75 millimeters of transverse length and is barely discernable. The microscopy shows no grooving, galling nor scoring. These surfaces have shown surprisingly low wear after such harsh testing, suggesting that they could withstand multiple dry running events as a hydrodynamic or auxiliary bearing running surface.
Further evidence of this is shown in Figure 4. These surfaces were run as mechanical seals in flashing hot water (250 degrees F at 140 psi). The wear depth on the mating ring was only 4.4μm after 24 hours at this condition. Similar results were seen at 100 hours.
These photos show that little damage and no grooving or galling occurred, suggesting that they would withstand long spindown times and multiple
Magnetic Bearings and Hydrodynamic Bearings
The above suggests that these treated surfaces would perform well as running surfaces in auxiliary bearings in a magnetic bearing system or hydrodynamic running components. They would be expected to increase reliability by protecting machinery from low lubrication, dry running or other process upset conditions. Wear life in normal service would also be greatly extended.
For auxiliary bearings, since this treatment is self-lubricating, the magnetic bearing would be able to remain lubrication-free, thus opening the available applications to vacuum and other clean processes. For hydrodynamic bearings, increased tolerance to poorly-lubricating pumped fluid would result. Performance would also be increased because the hydrodynamic system would be able to withstand greater loads.
Maintenance Enhancements
With this new surface, certain applications and designs will be amenable to substituting the metallic running components of auxiliary and hydrodynamic bearings with carbides. If this is the case, when repairing or refurbishing these components, they could be fabricated of carbide, and treated with this surfacing technology. This would be especially valuable if the machine has had a history of premature wear or dry-running failures. Because the process is net shaped and net sized, the new carbide components can be manufactured to the same dimensions as the metallic ones, with no redesign necessary. The carbide components can be treated and inserted into the assembly with no further machining or grinding.
Conclusions
Emerging nanotechnology can bring great benefits to the friction and wear issues in rotating equipment. Carbides have become accepted standards for running components in many applications—such as mechanical seals, journal bearings and some hydrodynamic bearings. However, carbides are particularly unforgiving when poorly lubricated or run dry. Despite the success of carbides, this failure mechanism is still prevalent in rotating machinery of all types. The technology described herein offers the promise of greatly reduced, or even eliminated, incidences of this type failure. Its application in the manufacture or maintenance of auxiliary or hydrodynamic bearings will bring great value to end users.
Reference:
- Penfield, S.R. and Rodwell, E., “Auxiliary Bearing Design Considerations for Gas Cooled Reactors,” Gas Turbine Power Conversion Systems for Modular HTGRs: Report of a Technical Committee Meeting held in Palo Alto, United States of America, 14–16 November 2000, IAEA-TECDOC-1238, IAEA, Vienna, Austria, August 2001, p.193.
Pumps & Systems, November 2010
