
One of the advantages of centrifugal pumps over positive displacement pumps is an ability to operate with a wide flow range. Since a centrifugal pump operates at the intersection of a pump curve and a system curve, varying the system curve easily changes the pump's operating point (see Figure 1).
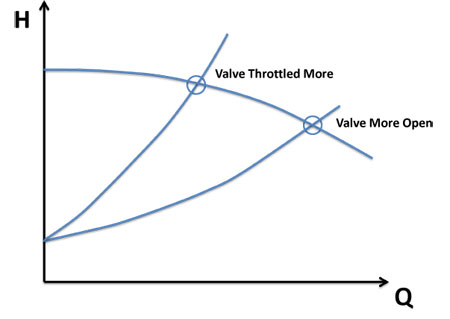 Figure 1. Flow control of the centrifugal pump by the discharge valve
Figure 1. Flow control of the centrifugal pump by the discharge valve
The convenience and simplicity of such flow control by throttling the discharge valve comes at a price, because a pump is forced to run either to the left or right of its BEP. However, the real danger of operating the pump too far off-peak comes from suction side considerations. Too far to the right, and you could run out of available NPSHA, causing cavitation problems. Too far to the left, and flow recirculation at the impeller eye will cause noise, vibrations and damage. Flow must be limited on both sides of the BEP (see Figure 2).
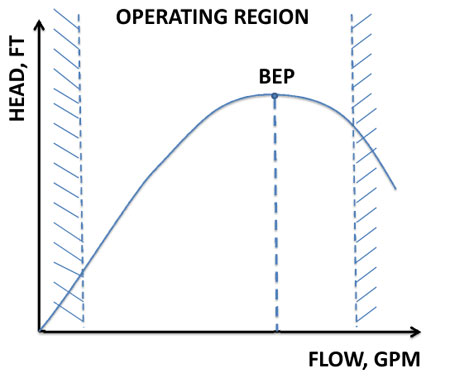 Figure 2. Pump operating range has limits
Figure 2. Pump operating range has limits
Consider the first limitation: high flow. A centrifugal pump stops pumping when liquid turns to vapor, or vapor locks. This happens when the pressure somewhere inside the pump drops below liquid vapor pressure. Vapor pressure depends on the temperature. Water turns to vapor at 212-deg F at atmospheric pressure, when water boils in an open pot. If the pot is closed, the water would reach higher pressure before it boils, which is how a pressure cooker works.
Conversely, if the pressure were reduced (such as in a vacuum), water would boil at a lower temperature. At room temperature, it will boil if the absolute pressure is less than about 0.4-psia. Water has low vapor pressure; other substances may have high values and, while numerically different, work similarly.
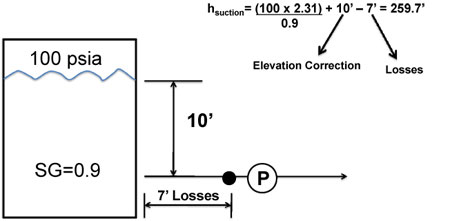
Consider three examples of a tank providing different suction heads as a function of the tank pressure:
Figure 3a. Tank open to atmosphere
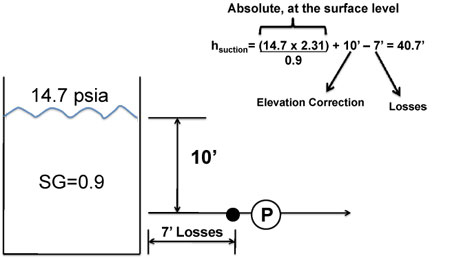 Figure 3b. Pressurized tank
Figure 3b. Pressurized tank
Figure 3c. Vacuum at the tank surface
To avoid cavitation, the value of the suction pressure does not matter. It does matter how much higher it is over vapor pressure of the liquid being pumped, which is where the concept of NPSH comes into play. Available NPSH (or NPSHA) is simply a difference between this total suction head, as discussed above, and vapor pressure-expressedas head-in feet.
As suction pressure decreases (NPSHA reduced), incipient bubbles grow and eventually vapor lock the pump inlet (see Figure 4).
Figure 4. Development of cavitation
The value of this NPSHA, at which a pump losses 3 percent TDH in excess of vapor pressure, is called net positive suction head required (NPSHR). It is the NPSH required to maintain 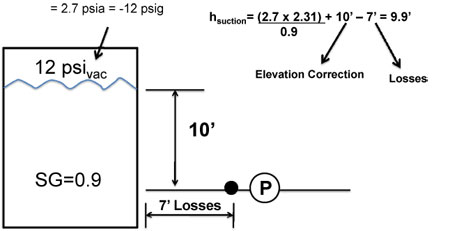 3 percent TDH loss, per the Hydraulic Institute's specifications.
3 percent TDH loss, per the Hydraulic Institute's specifications.
NPSHR = (Hsuction - Hvapor), required to maintain 3 percent TDH loss
Pump manufacturers establish NPSHR with tests, and may vary from one pump design to another.
NPSHA must be greater than NPSHR for a pump to perform properly, i.e. deliver a TDH, at a given flow. The NPSHA margin (M=NPSHA-NPSHR) is important and needs to be at least 5-ft if possible (see Figure 5).
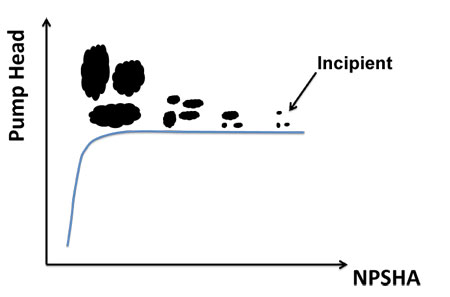
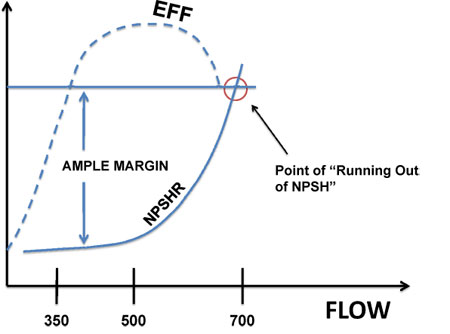 Figure 5. Ample margin of NPSHA is important for a complete range of operation-not just at a single rated flow point
Figure 5. Ample margin of NPSHA is important for a complete range of operation-not just at a single rated flow point
When a centrifugal pump operates below a certain flow point, flow recirculation in the impeller eye starts. This depends on several design factors, but recirculation generally begins below 80 to 60 percent flow, then becomes quite severe below 40 to 20 percent and appears as surge: violent, low frequency sound, accompanied by strong low frequency vibration of the pump and piping.
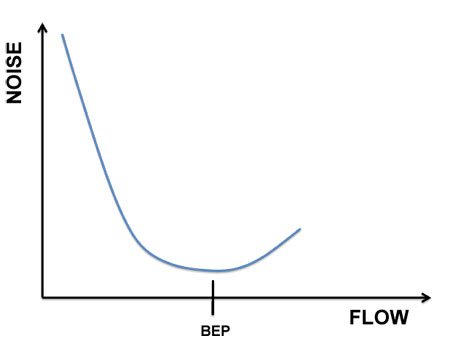 Figure 6. Problems arise when pump operates at too low flow
Figure 6. Problems arise when pump operates at too low flow
In addition to obvious mechanical problems with recirculation, the flow undergoes a complex vortexing motion at the impeller inlet (eye), with localized high velocities of the vortex causing horseshoe-looking cavitation damage, usually on the "blind" side of the blade, in contrast to to high-flow cavitation. Radial thrust load skyrockets at low flow, causes deflection of the shaft and leads to seal leaks, bearing life reduction and even shaft breakage.
Troubleshooting methods and failure analysis techniques help to pinpoint cavitation. High flow cavitation indicators are different from low flow recirculation damage. The  side of the blades, the extent and shape of the cavitation trough, can be helpful in determining the causes of each individual problem.
side of the blades, the extent and shape of the cavitation trough, can be helpful in determining the causes of each individual problem.
It is all about balance: reconciling the fact that centrifugal pumps operate at a wide flow range with the need to limit operation to a somewhat restricted region, and only operate outside this region for a short time.
Recognizing this conflicting dilemma, API-610 states 60 percent as allowable minimum flow (70 percent preferred) and 120 percent allowable maximum flow (110 percent preferred), which balances versatility with reliability.
In politics, being neither too far to the left nor to the right is good for the public. Similarly for pumps, it is best to stay close to the BEP center.
Pumps & Systems, November 2008
