
Twin screw technology provides solution, reduces contamination risk.
SPX FLOW
02/13/2019
Applications with evaporation, deaeration or other low inlet pressure situations can cause pumps to lose their production efficiency and cause damaging cavitation. The problem is amplified for high viscosity products, as the flow to the pump inlet is more restricted from the increase in frictional pressure loss. This can leave producers struggling to obtain the flow rates and capacities required to meet production targets, increase downtime and maintenance costs. One processed cheese manufacturer had tried several pumps but was still not getting the desired results.
A Challenging Application
A good example of this problem is an application for sheet formed, sliced processed cheese. The processor wanted to reach required productivity levels while maintaining the quality of the cheese with a consistent appearance. Prior to entering the sheet former, the cheese passed through a deaeration vessel to remove air that could form visually unappealing bubbles in the sheets of cheese. With the high viscosity of the cheese and vacuum within the deaeration vessel, this was going to be a challenging pumping application.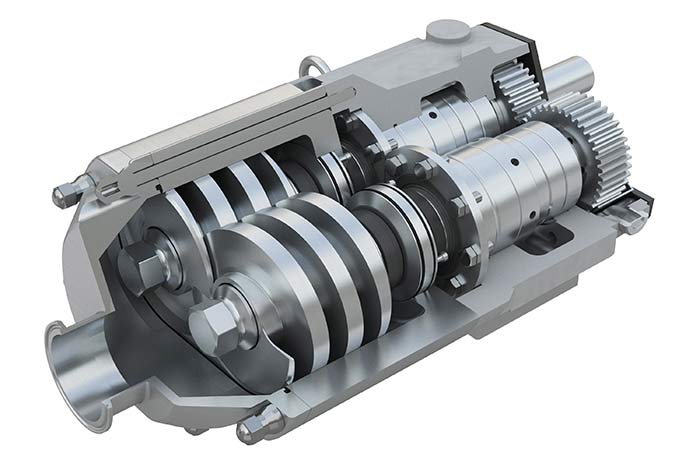 Image 1. Twin screw pump used in applications with cheese and deaeration vessel (Images courtesy of SPX FLOW, Inc.)
Image 1. Twin screw pump used in applications with cheese and deaeration vessel (Images courtesy of SPX FLOW, Inc.)Pump Solution Still Created Issues
The processor had tried different lobe pumps and an external circumferential piston (ECP) pump, but none could provide the correct flow without cavitation because of the low inlet pressure. Eventually, a rubber rotor lobe pump was applied that offered a reasonable solution. This type of pump helped with efficiency and pulled a relatively good vacuum, but flow was still sacrificed. The pump configuration also meant that there was running contact inside the unit with potential for wear on the lobes. This presented the risk of rubber from the lobes entering the cheese. Furthermore, the configuration did not allow for clean-in-place (CIP), so the pump had to be stripped down and manually cleaned every 72 hours. This had detrimental results on productivity and the producer continued to look for a better solution.Twin Screw Pump Improved Results
Twin screw technology is designed to handle low inlet pressure applications. Rotors or lobes within a pump cut across its inlet, which can increase the inlet pressure required for the pump to run. Rather than blocking the inlet, however, the screws in a twin screw pump create an auger effect that helps the fluid into the pumping chamber. Using nongalling internal materials and precision engineering, the pumps can also be constructed with tight internal tolerances to create greater suction and increased pumping efficiency. The cheese manufacturer tried placing a twin screw pump in the processing line. This resulted in a more than 10 percent increase in flow and an increase in vacuum pull from 15 to 17 inches of mercury (inHg). The noncontacting-style pump not only offered an increase in production capacity, but also reduced the risk of contamination created by the contacting lobe pump. It further offered the capability for CIP, removing the need for frequent manual cleaning and saving around two hours of cleaning time per cleaning cycle. This better optimized production time and reduced maintenance overhead. With less downtime and an increase in flow capacity from around 72 gallons per minute (gpm) to 80 gpm, the twin screw pump improved productivity. Following the trial in the initial facility, the cheese manufacturer has since installed the twin screw pumps in two additional plants. Each plant has two identical systems that run in parallel (two pumps per plant). Image 2. Twin screw pumps can handle a high range of viscosities, including cheese.
Image 2. Twin screw pumps can handle a high range of viscosities, including cheese.