
Providing a low life-cycle choice for chemical metering
In recent years, peristaltic pumps have become a more popular choice than diaphragm metering and progressing cavity (PC) pumps for chemical metering and sludge pumping. Peristaltic pumps have the lowest total life cycle cost (LCC). Recent design improvements and advances in tubing materials are extending the technology's range even further.
The Basics
Peristaltic pumps work by forcing fluid along by waves of contraction produced mechanically on either flexible tubes or hoses. Tubing pumps use a single rotating piece that incorporates rollers that occlude (squeeze) an extruded piece of synthetic elastomeric tubing. In between each roller pass, the tube restitutes (opens) to create a vacuum and draws in the pumped fluid. This continuous dynamic effect creates a positive displacement flow, pushing the fluid through the pump.

Figure 1. Perstaltic chemical metering pump installation
In a hose pump, a sliding shoe with profiled or crescent shaped leading and trailing edges gives a gradual lead-in and termination to each hose occlusion. This prevents an abrupt imposition and release of pressure and increases hose life. A specially developed lubricant in the pump head eliminates external hose wear from contact with the sliding shoes.
In the past, the fundamental problem in applying peristaltic hose pump technology to chemical metering was the development of a hose element that could accommodate continuous duty and required flow rates, with the ability to handle highly abrasive and chemically aggressive fluids.
Due to advancements in hose and tubing materials and the integration of sophisticated electronics, including microprocessor-controlled robotic grade drives, peristaltic pumps have become the fastest growing type of positive displacement (PD) chemical metering and sludge pumps.
Today's heavy-duty peristaltic pumps are designed to operate around the clock and combine precise PD flow and low maintenance requirements with the ability to handle extremely abrasive and aggressive fluids.
Peristaltic Pumps Versus Diaphragm & Progressing Cavity Pumps
In the past, the accepted pump choice for chemical metering had been the diaphragm metering pump, either mechanically, hydraulically or solenoid actuated. For sludge applications, the most frequently used pump was the PC pump. Both are so ubiquitous that operators simply accepted the need for operator attention, along with routine maintenance and its attendant costs. A comparison shows that peristaltic pumps offer a reduction in these costs.
For example, diaphragm pumps have internal check valves that can clog or wear out. This is a common problem in chemical pumping, when diaphragm pumps move solid-laden fluids, such as lime or carbon slurry. Dirty chemicals—for example, ferric chloride or reclaimed methanol—also pose a threat.
Peristaltic pumps have no internal check valves to clog or wear out. Also, if air is accidentally introduced into the lines when pumping sodium hypochlorite, the hypo may partially crystallize and the this solid may cause havoc with a diaphragm pump's check valves. This is no concern for peristaltic pumps, because the crystals will pass through the system.
Another common diaphragm pump concern is the pumps' inability to move entrained air, for example, in sodium hypochlorite applications. Sodium hypochlorite naturally erodes over time and emits an off gas, which can cause a diaphragm pump to lose prime even though the pump is still running.
When this phenomenon occurs, an operator must bleed the air from the line and re-prime the pump. Peristaltic pumps will move the pocket of air (off-gas) as efficiently as it pumps the hypochlorite.
When a diaphragm pump is repaired, a new pump head is often required. If the actual diaphragm fails, the internal workings of the pump would be contaminated by the pumpage and could easily be corroded or worn if an abrasive product wearing the many metal-to-metal contacting parts. Replacement can be expensive.
By comparison, with a peristaltic tubing pump, one may simply slide the same piece of tubing that is currently installed just one foot or so, such that a new section of the tube is located within the pump head, allowing for new pinch points to be occluded by the rotor. This preventative maintenance takes only seconds and since a 50-foot spool of tubing costs approximately $150 and lasts about five years, the maintenance cost is negligible.
With PC pumps, the stator will quickly burn up if allowed to run dry. If the stator is not replaced soon after signs of initial wear, the chrome or ceramic plating may also wear, causing a significant negative impact on the rotor. The combination of these two most commonly replaced parts can easily equal 65 to 70 percent of the cost of an entire PC pump. By contrast, peristaltic pumps can run dry without damage. Replacement cost for a peristaltic hose pump is roughly 10 percent of the cost of a new pump.
Additionally, most PC pumps require two complex universal joints to transmit torque from the pump's drive shaft to the connecting rod and then to the rotor. These parts are typically protected by an elastomeric joint seal or cover, which frequently fails, allowing sludge to enter the joint and quickly wear out the pump's internal components. By comparison, the rotating parts of a peristaltic pump are separated from the pumped fluid because the fluid only contacts the inside of the hose or tubing.
Servicing a typical PC pump can be a time consuming task that requires removing the motor from the pump, removing the pump from its base plate and transporting the pump to a workbench in a plant's maintenance shop.
Servicing most peristaltic hose pumps is simple. As the hose is the only wearing part of the pump, one simply drains the lubricating fluid from the pump housing, removes the pump fittings, and then runs the pump to expel the failed hose. To install the new hose, the procedure is reversed. The pump does not need to be removed from its base, and the pump motor can remain in place. This self-loading design significantly reduces maintenance time and cost while the pump actually performs the physical work.
One primary reason for the increasing acceptance of hose pumps in some applications is their ability to pump extremely abrasive sludge's, even grit itself, without damage. Hose pumps do not wear due to abrasion, whereas the PC pump sustains pressure from the pump's seal line equaling the length and circumference of the pumping elements, the rotor and stator. When pumping abrasive fluids, this interference or compression fit between these elements will erode until there is a surface contact fit, resulting in an ever-widening clearance fit.
This wear causes slip of the abrasive sludge, a primary reason for stator/rotor failure in PC pumps. Sometimes, the higher viscosity of the sludge may cause the automated variable speed drives integrated with programmable logic controllers (PLC) to automatically increase the speed of the PC pump. This increased speed also greatly increases wear (4 times PC pump wear = 2 times rpm). By comparison, wear on a hose pump's hose is linear (as opposed to exponential), as pump speed increases.
A final major advantage of peristaltic pump technology is the reduction of ancillary equipment required in a chemical pumping system. The capital, installation and maintenance costs of this extra equipment must be added to that of the pump/motor to provide a true LCC for the entire pump system.
For example, Figure 1 shows an example of a chemical metering application in which three diaphragm pumps were replaced with three peristaltic tubing pumps. Ancillary equipment for the diaphragm pump includes pulsation dampeners, artificial backpressure valves, degassing valves and in-line strainers. None of these items are required with peristaltic tubing pumps. In addition, flow meters are often eliminated, as the accuracy of a peristaltic pump is usually superior to that of the flow meter itself.
Typical ancillary equipment for a peristaltic pump includes a high-pressure cut out sensor/switch combination to prevent pumping against a plugged line or closed valve. About 1 percent of tubing pump installations and 35 percent of hose pump installations incorporate pulsation dampeners, which remove about 98 percent of trace pulsation. This device is recommended in most belt filter press and centrifuge feed applications. On occasion, a calibration column may be included as a simple way to calibrate the pump's flow if the pump is flow paced from a remote input signal.
Benefits & Limitations
No PD pump technology is ideal for all applications. Limitations for peristaltic pumps include a maximum temperature of 180-degrees F and a maximum pressure of 232 psi. Flow rates can range from 0.1 micro liters per minute to 350 gallons per minute (gpm).
Peristaltic hose pumps are virtually maintenance free, with no seals to replace, no check valves to clog and no rotors or stators to wear. Unlike other pumps, the highly abrasive nature of materials pumped does not affect pump life because the fluid is fully contained within the hose element and does not contact the moving parts, preventing abrasive wear. With its self-loading design, hose replacement is quick and easy. The pumps also offer a reduced footprint due to less need for ancillary systems. Table 1 has a complete list of advantages.
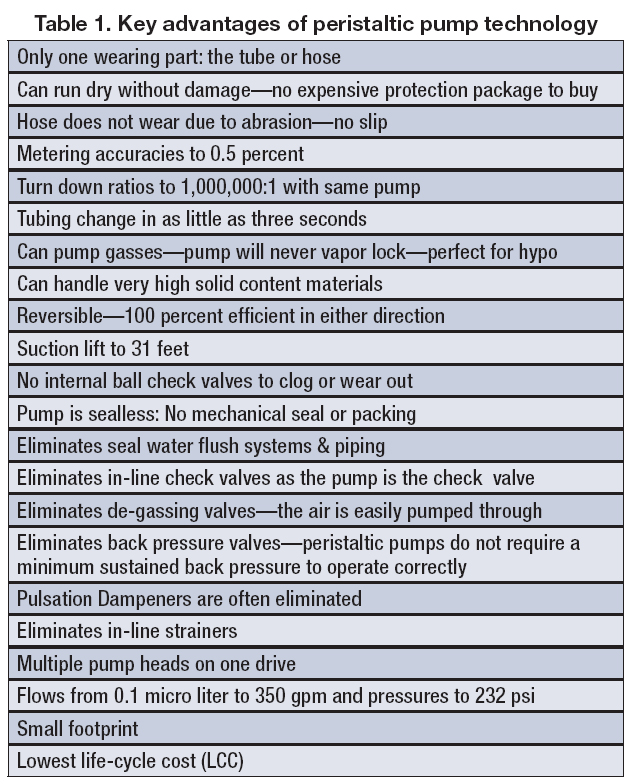
Table 1. Key advantages of peristaltic pump technology
Pumps & Systems, November 2011
