
Understand the Lomakin Effect
Reliability leaders view every repair as an opportunity for improvement. After all, most process plants in Europe and North America are more than 20 years old. It makes little sense to assume that the original equipment supplied in the 1970s is up to the task of increasing requirements for reliability, efficiency, environmental protection and safety.One simple upgrade that can be performed at the time of repair is the installation of nonmetallic wear rings with reduced clearance. With modern composite materials, wear ring clearance can be reduced to 50 percent of the API recommended minimum standard. This change increases pump reliability, efficiency and safety.
Part 1 of this series will address the reliability benefits. Part 2 will address efficiency gains, and Part 3 will address safety. This upgrade is not new, but during the past few years, installing nonmetallic wear rings has become a standard upgrade for many process plants. After nearly two decades of field experience, nonmetallic wear rings have become part of the industry standard. API 610 11th Edition (ISO13709:2009), Centrifugal Pumps for Petroleum, Petrochemical, and Natural Gas Industries, recognizes the use of nonmetallic wear rings with reduced clearance.
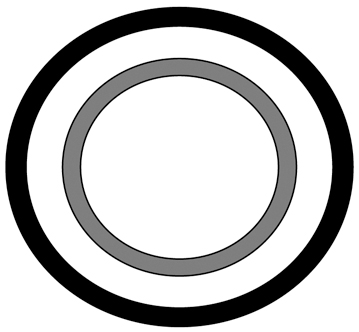 |
| Figure 1a. Concentric rotor end view |
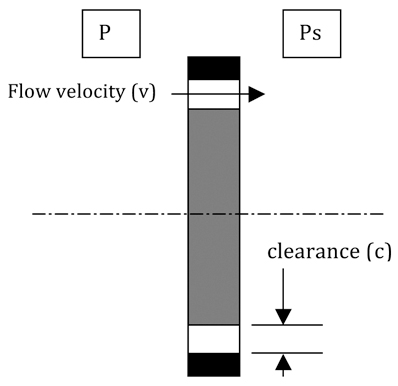 |
| Figure 1b. Concentric rotor side view. Differential pressure from discharge pressure (Pd) to suction pressure (Ps) produces an axial flow of liquid across the wear rings. |
The Lomakin Effect
Reducing the wear ring clearance in a centrifugal pump is a significant reliability upgrade because it increases rotor damping and stiffness in the pump. In more practical terms, reducing wear ring clearance decreases vibration and shaft deflection.
The relationship between shaft deflection and reliability is clearly known. Unfortunately, that wasn't always true. The pump designs of the 1960s, 1970s and 1980s did not anticipate current standards for reliability and mechanical seal performance. The main problem with these older pumps is that the shafts are typically too long, too thin and
too flexible. This results in excessive shaft deflection and inadequate mechanical seal life.
The members of the API 610 committee recognized the flaws of older designs and from API 610 7th Edition onward have implemented design requirements to minimize shaft deflection. For new single and two-stage pumps, API 610 11th Edition recommends: “To obtain satisfactory seal performance, the shaft stiffness shall limit total deflection…to under 0.05 millimeters (0.002 inches) at the primary seal faces.” (American Petroleum Institute)
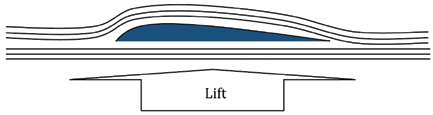 |
| Figure 2. The airplane wing. Higher velocity over the top of the wing results in an area of relatively lower pressure. Lower velocity under the wing results in a relatively higher pressure. The result is upwards force (lift) that allows the airplane to fly. |
For older pumps, the major pump manufacturers sell upgrade packages that replace the bearing housing, seal chamber and shaft of the pump. The marketing material for these products inevitably touts increased shaft stiffness and improved mechanical seal life as advantages.
Certainly, both new pumps and retrofits are excellent solutions to the problem of excessive shaft deflection. Unfortunately, most process plants have hundreds of older pumps that would benefit from an upgrade, and these options are often economically viable for only a small segment of the pump population.
The good news is that shaft stiffness comes from two factors—rotor design and wear rings. An older plant can use the power of the wear rings to increase the shaft stiffness for hundreds of pumps.
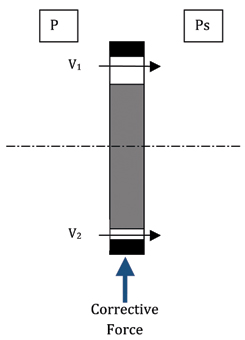
The stability generated by the wear rings is generally referred to as the Lomakin Effect, which is driven by the differential pressure across the rings. The wear ring is a barrier between discharge pressure (Pd) and suction pressure (Ps). The differential pressure across this interface creates an axial flow velocity as shown in Figures 1a and 1b.
The Lomakin Effect can sometimes be confusing because it encompasses two separate phenomena that occur at the wear rings: damping and stiffness. Damping does not directly prevent shaft deflection, but minimizes rotor response to excitation forces—much in the same way that shock absorbers result in a smooth ride in a car. Reduced clearance increases damping and results in a more stable rotor (Mancini).
Reduced clearance also increases shaft stiffness. The additional stiffness is derived from a positive corrective force which occurs whenever the rotor becomes eccentric. It works similar to an airplane wing (Figure 2), where the difference in relative velocities creates a force due to differential pressure.
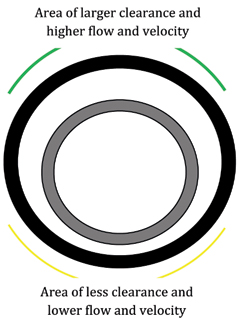
A similar situation occurs when a centrifugal pump experiences shaft deflection. The pump rotor is exposed to multiple loads such as the weight of the rotor, hydraulic forces and unbalance to name a few. The result is shaft deflection and a rotor that runs off-center (Figure 3a and 3b). When this happens, the axial flow across the wear ring changes, with higher flow and velocity on the side with larger clearance and lower flow and velocity on the side with less clearance. The stiffness generated from these forces is known as the Lomakin Effect.
Perhaps most important, the stiffness and damping are located at the impeller where the pump has no bearing support. This strategic location gives the Lomakin Effect a great
deal of power in minimizing shaft deflection (Figure 5).
Combine the increased damping and stiffness, and a pump with reduced clearance runs with lower vibration, less shaft deflection and a longer life than a pump with standard
clearance.
|
Case Studies
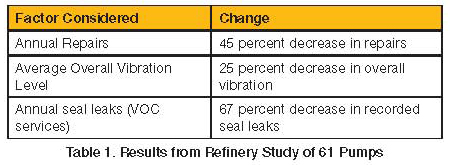
The reliability impact from reduced wear ring clearance has been documented in numerous case studies during the past two decades. A recent study looked at repair data, vibration data and seal leakage data for 61 pumps installed in a North American refinery. The data was compiled for several years before the installation of composite wear rings with reduced clearance and for an equal period after the conversion (Aronen, Boulden, Russek). The results are shown in Table 1.
 |
After the conversion to composite wear rings with reduced clearances, the pumps were significantly more reliable, ran with lower vibration and experienced fewer seal leaks. Several other individual case studies have shown similar results. Studies of older pumps have shown overall vibration levels reduced by as much as 90 percent (Komin, 1985). Other studies have shown increased life and/or reduced vibrations in hydrocarbon (Pledger), boiler feed water (Aronen, Plaizier, Sinclair) and condensate services (DuPont).
This upgrade can be of particular benefit with older designs. A 1997 paper highlighted the upgrade of several two-stage overhung pumps. The results from these upgrades showed increased performance, reduced vibration and increased mean time between repair (MTBR) (Pumps and Systems). Even though the two-stage overhung
design is now considere obsolete, many of these pumps continue to operate because replacement with a betweenbearings design is cost prohibitive.
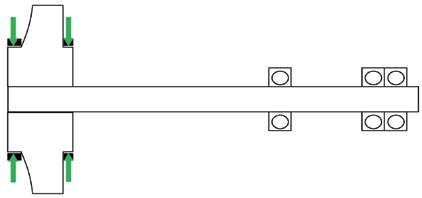 |
| Figure 5. Lomakin-induced stiffness is located at hte impeller where the pump needs it. |
Cost of Upgrade
Upgrading with composite wear rings is possibly the most costeffective way to improve the reliability of existing pumps. The upgrade can be performed as part of a standard repair, does not typically require additional machinery modifications and should not add substantial time or complexity to the repair.
 |
The upgrade cost of composite wear rings is primarily the added expense of an advanced composite material in place of a traditional material, such as 400 series stainless steel, cast iron or bronze. The cost varies widely based on the type and size of the pump. For example, the added cost of composite material for a small, singlestage pump should be less than $1,000. Whereas, for a large, multi-stage pump, a composite material upgrade can cost more than $15,000.
Keeping in mind this huge variation, experience suggests that the average cost of a composite wear ring upgrade is in the range of $3,000. At this price, a large process facility, such as a refinery or petrochemical plant, could upgrade 50 pumps per year for about $150,000. After a few years, the facility will have upgraded several hundred pumps and have much more reliable pumping capability.
Compare this to the price of the other upgrade options that can increase shaft stiffness, new pumps or major mechanical retrofits (typically provided by the OEM or a qualified independent pump shop). These other alternatives can substantially increase pump reliability and in certain situations they are absolutely necessary. Unfortunately, they cost much more than an upgrade with composite wear rings, limiting the number of services where these upgrades are justified.
Conclusions
Upgrading centrifugal pumps to composite wear rings with reduced clearance is a major reliability upgrade that can be executed at the time a pump is repaired. The reduction in clearance results in increased shaft stiffness—addressing one of the major problems with many pumps, particularly older designs. Case studies have shown this upgrade to result in fewer repairs, lower vibration and fewer mechanical seal leaks.
Compared to other upgrade methods that improve rotor stiffness, composite wear rings offer a cost-effective method of improving reliability for a large population of pumps. Furthermore, this investment pays off not only in terms of reliability but in reduced energy consumption. The efficiency benefits of this upgrade will be the topic of Part 2.
References
American Petroleum Institute. API Standard 610 11th Edition, (ISO13709). Centrifugal Pumps for Petroleum, Petrochemical, and Natural Gas Industries. September 2010
Aronen, R., Boulden, B., and Russek, M., 2007, “Driving Pump Reliability Forward with Advanced Composite Wear Rings," Proceedings of the 23rd International Pump
Users Symposium, Turbomachinery Laboratory, Texas A&M University, College Station, Texas, p. 15-19.
Aronen, R., Plaizier, D., and Sinclair, D., 2007, “Building a Better Boiler Feed Pump,” Pumps and Systems, November 2007.
DuPont, “Tough Composite Bearings Prove Their Value at Power Plant,” E.I. du Pont de Nemours & Co., 2008.
Flowserve, 2005, “How to Ensure Old Pumps Help the Environment," Pump Insight, News on Pump Technology, Systems and Services, First Quarter 2005.
Komin, R. P., 1990, “Improving Pump Reliability in Light Hydrocarbon and Condensate Service With Metal Filled Graphite Wear Parts," Proceedings of the Seventh International
Pump Users Symposium, Turbomachinery Laboratory, Texas A&M University, College Station, Texas, p. 49-54.
Mancini, M., 2009, “Increasing Pump Reliability and Life (Part 2)” Pumps and Systems, January 2009.
Marscher, W.D., 2007, “An End User's Guide to Pump Rotordynamics,” Proceedings of the 23rd International Pump Users Symposium, Turbomachinery Laboratory, Texas A&M
University, College Station, Texas, p. 69-83.
Pledger, J. P., 2001, “Improving Pump Performance & Efficiency with Composite Wear Components,” World Pumps, Number 420. Pumps and Systems, “New Life for Old Pumps,”
May 1997.
Pumps & Systems, March 2011
