
Monitoring vibration—a valuable tool in predictive/preventive maintenance programs
The most revealing information on the condition of rotating machinery is a vibration signature, according to some sources. This article will introduce the basics of using vibration data to determine the mechanical condition of pumps and implement it in a predictive/preventive maintenance program. Vibration consists of amplitude, frequency and direction. These provide the information needed to diagnose the machine's condition.
Pumps come in several types (such as centrifugal, turbo, propeller and positive displacement). They generate pumping frequencies due to flow and recirculation (i.e., number of vanes multiplied by rpm for centrifugal/turbo pumps or number of screws, lobes or axial piston for positive displacement pumps). Pumps also have other mechanical problems—imbalance, misalignment, looseness, worn bearings, pipe strain and resonance.
Vibration measurements are taken on each bearing location in three planes: vertical, horizontal and axial. The diagnostic information from vibration analysis will be determined by:
Severity – Amplitude – In/Sec Peak
Frequency – Cycles per Minute CPM or Hz – Cycles per Second
The direction of the vibration measurement or plane of measurement will also determine the machine vibratory problem. Since vibration can occur throughout a broad frequency range, Table 3 has recommended frequency ranges and lines of resolution to help find particular machine problems. Severity indicates how bad the problem (Table 2) is, and frequency indicates what is causing the problem (Table 4). Vibration measurements have three different amplitudes as follows:
Displacement – Mils – Peak-Peak:
- Good for determining movement of the machine
- Turning speed vibration levels
- Normally used to measure large sleeve bearing machines
- Severity requires the need to know the frequency
Velocity – In/Sec Peak:
- Used for broad frequency ranges 100 Cpm – 120,000.00 Cpm
- The most common measurement used for machine vibration analysis
- Velocity severity is independent of frequency, which is why it is used by most severity guidelines
Acceleration – Gs RMS
Good for determining high-frequency vibration problems due to worn rolling element bearings or gears
Severity requires the need to know the frequency
When analyzing vibration data, an FFT vibration spectrum may be broken down into several frequency ranges to help determine the machine problem. Commercially available machine vibration software has narrow band selective alarming, which is used to help screen vibration data and assist the analyst in determining the machine problem.
Horizontal center hung centrifugal pumps and vertical center hung centrifugal pumps have different vibration measurement locations. For images of these locations, please go to www.pump-zone.com.
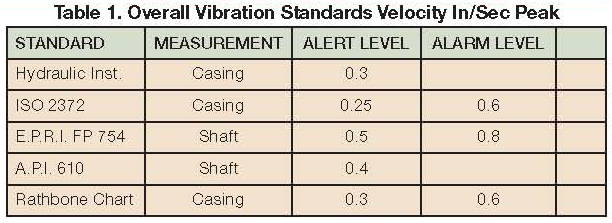
Overall vibration severity is used for determining the condition of a machine. There are several standards and guidelines for determining severity of machine vibration as shown in Table 1.
Case Study
A boiler feed pump—a horizontal centrifugal pump with a roller bearing—had a history of elevated vibration levels at turning speed (3,525 rpm) in the horizontal plane. This was due to imbalance and offset misalignment.
This pump's problem was that the outer pump bearing, horizontal plane, had roller bearing deterioration. The rapid rate of bearing deterioration was due to the increased load from the turning speed vibration in the horizontal plane. How can this data be analyzed?
The overall vibration velocity levels are over 0.8749 In/Sec Peak (Refer to Table 2 for three tier alarm criteria for 1,000-plus rpm horizontal centrifugal pump). Overall vibration was in excess of 0.6 In/Sec Peak which indicates an advanced fault. Refer to Figure 1. Go to the left-hand side, amplitude In/Sec Peak, and look up 0.8749 In/Sec Peak which indicates danger failure near.
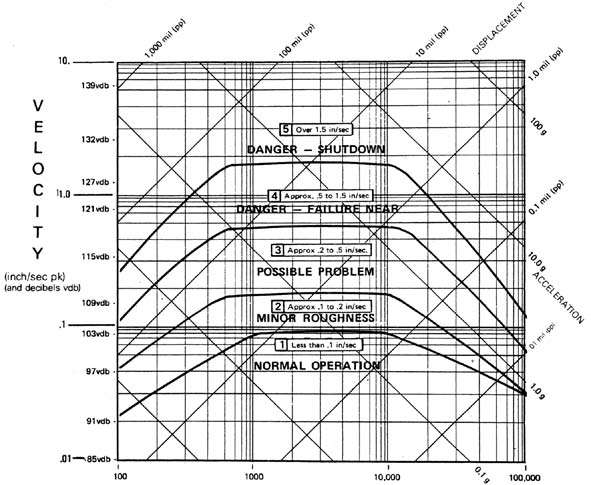
Figure 1. Vibration severity chart with frequency as follows: Left - Velocity In/Sec Peak, Bottom - Frequency in CPM, Top Diagonal Down - Displacement Mils – Peak-Peak
The turning Speed Vibration is more than 0.486 In/Sec Peak. Refer to severity in Figure 1 with amplitude on the left-hand side and frequency along the bottom in Cpm. Machine speed vibration is occurring at 3,525 Cpm with an amplitude of 0.486 In/Sec Peak. Cross reference amplitude and the frequency is on the boundary of danger failure near. Refer to Table 4, frequency diagnostic chart, Line 1, Imbalance.
The Non-Synchronous Peaks due to fault frequencies at 3.2 multiplied by the turning speed is the roller bearing, ball pass frequency outer (BPFO). This indicates an outer race defect. The highest amplitude of this defect is 0.171 In/Sec Peak at the fourth harmonic of the fault frequency. Refer to Figure 1, cross reference amplitude 0.171 In/Sec Peak with frequency at 44,770 Cpm - danger failure near. Refer to Table 4, frequency diagnostic chart, Line 13, roller bearing, non-synchronous peaks.
When a rolling element bearing is failing, it produces high frequency vibration, therefore generating high acceleration levels measured in gs. This is another severity indication of how advanced the bearing deterioration had become—a time wave form amplitude of 121 gs Peak-Peak with an RMS value of 16.2 gs. Refer to Figure 1, acceleration right-hand side of chart bottom diagonal up, 16.2 gs RMS indicates danger shut down.
Refer to Table 5 and find the trend data 1st and 2nd bearing bands. The amplitudes are 0.827 In/Sec Peak and 0.278 In/Sec Peak. The first bearing band alarm is 0.12 In/Sec Peak, 40 percent of the overall level. The second bearing band alarm is 0.09 In/Sec Peak, 30 percent of the overall level.
Based on this analysis, the recommendation was to change out the pump bearings, check the alignment tolerances and balance the pump impeller.
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
Conclusion
Becoming a skilled vibration analyst takes years. However, vibration measurements can reveal important information regarding the mechanical reliability of a machine and are a critical component of any predictive/preventive maintenance program.
Pumps & Systems, November 2011
