

Over the past three decades, variable frequency drives (VFDs) have become essential for optimizing pump systems, and for good reason. Equipping pump applications with VFDs ensures easier maintenance, lower startup power requirements and increased efficiency compared to fixed speed drives. Installing VFDs results in time and cost savings and provides a broader speed range, enhancing flexibility. However, this expanded speed range raises the risk of pumps operating at critical frequencies, increasing the potential for excessive vibration or failure in vertical turbine pumps. Fortunately, manufacturers can test vertical turbine pumps for specific applications and adjust pumps as necessary before purchase, eliminating the chance of excessive vibration after installation.
What Is a Vertical Turbine Pump?

Vertical turbine pumps, also known as deep well or line shaft pumps, are submerged underwater and commonly used for high-head applications in agriculture, manufacturing and municipalities. Typical configuration includes a driver unit, head assembly, column assembly and bowl assembly. Customizable features like dual wear rings and different seals help tailor the pump for specific needs to ensure efficient, reliable operation. Pump vibration can occur throughout different components of the pump, which may need to be modified to achieve peak performance and eliminate excessive vibration.
Types of Pump Vibration
While vertical turbine pumps can be custom produced for a specific use, the vertical structure and long shaft lengths make vibration during operation more common. Structural vibration occurs in all pumps; however, it is important to determine if the amount of vibration could lead to problems with pump performance. Three types of vibration can occur in vertical turbine pumps:

Rotor torsional vibration: Rotor torsional vibration is angular vibration on the axis of the shaft. Involving speed fluctuations of multiple components and twisting shaft sections, this vibration is caused by operating the pump at or near the torsional natural frequency.

Rotor lateral vibration: Caused by operating a pump at or near the rotating lateral natural frequency, rotor lateral vibration is vibration in the radial direction of the rotating equipment (the impellers and shafting).
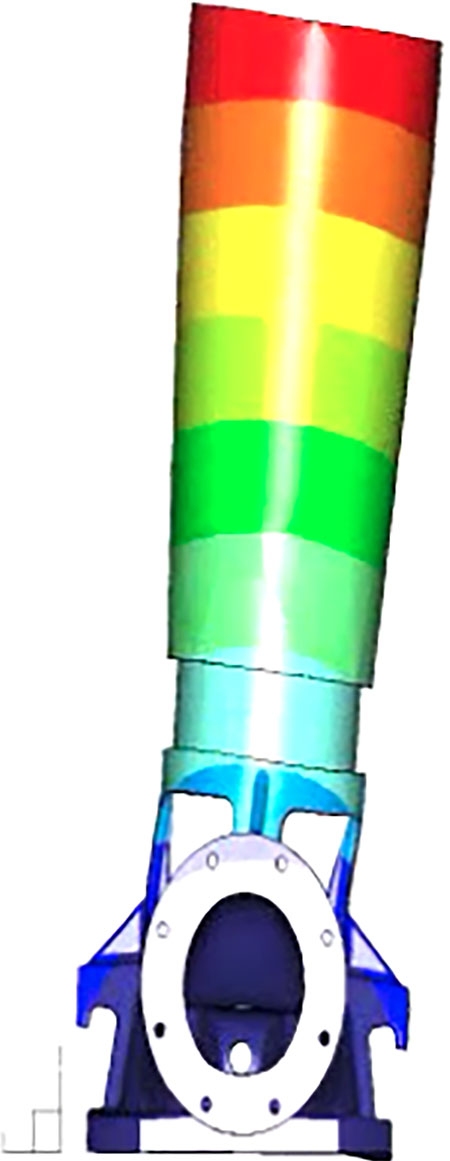
Structural vibration: Structural vibration is in the radial direction of the stationary equipment, such as the bowls, column, head or motor. This vibration is caused by operating the pump at or near the stationary natural frequency. The natural frequency is the frequency at which an object vibrates when struck. When this happens, a vertical turbine pump’s natural frequency will become a critical frequency, leading to excessive wear and eventual failure. To find the natural frequency of a pump, contact the equipment manufacturer, order a finite element analysis (FEA) or refer to the American National Standards Institute (ANSI)/Hydraulic Institute (HI) 9.6.8 guideline. Some vibration problems may not be apparent until after a failure happens, but there are ways to prevent vibration from occurring before the pump is installed.
Preorder Vibration Analysis
Before purchasing a vertical turbine pump, work with the manufacturer to determine the optimal materials and composition. Refer to the ANSI/HI 9.6.8 guideline to determine when a pump analysis is recommended based on the application. The degree of risk and uncertainty are major factors that need to be considered.
Three different tests can be performed ahead of purchase to determine what critical frequencies exist in the pump and how to prevent excessive vibration:
Level 1 analysis: Level 1 analyses require basic hand calculations and standard equations, with potential increased error due to simplification assumptions about the pump assembly.
Level 2 analysis: Level 2 analyses require conducting a comprehensive FEA to address rotor torsional, rotor lateral and structural lateral vibrations.
Level 3 analysis: Level 3 analyses, usually conducted by third parties, involve specialty programs and complex methodologies. Note that third-party Level 3 analyses are expensive, time-consuming and demand significant inputs to capture system characteristics.
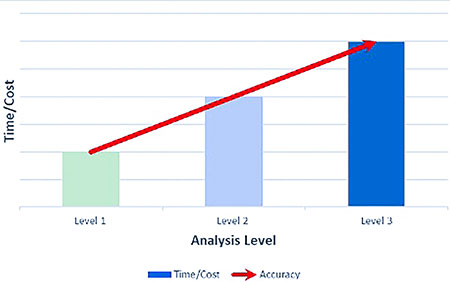
IMAGE 6: Analysis level After an engineering analysis has been completed and critical frequencies identified, the manufacturer will decide the best course of action to modify the pump. To mitigate and remove any critical frequencies identified, components of the pump will be adjusted for the specific type of vibration and application.
With many customizable features on a vertical turbine pump, adjustments can be made to correct specific results of a pump vibration analysis.
1. Troubleshooting Rotor Torsional Vibration
Torsional vibration is the result of the rotating equipment materials and geometry only. As such, one of those items must change to alter the torsional natural frequencies.
Materials: Changing construction materials minimally affects vibration.
Geometry: Altering the line shaft diameter significantly reduces vibration.
Analytic evaluation: Running a forced-response analysis checks if torsional vibration stresses may lead to
premature pump failure and is an effective way to deal with calculated torsional vibration issues.
2. Troubleshooting Rotor Lateral Vibration
Lateral rotor vibration is driven by rotating equipment geometry, materials of construction, bearing spacing and bearing material. One of these items must change to modify the lateral natural frequency.
Materials: Changing construction materials minimally affects vibration.
Geometry: Altering the line shaft diameter reduces vibration.
Bearing spacing: Adjusting line shaft bearing spacing reduces vibration.
Bearing material: Changing line shaft bearing material reduces vibration.
3. Troubleshooting Structural Lateral Vibration
Structural lateral vibration is driven by the materials and geometry of the stationary equipment (i.e., motor, discharge head, column and bowls) and the mounting to the foundation.
Materials: Changing construction materials minimally affects vibration.
Geometry: Altering discharge head geometry can shift structural natural frequency, reducing vibration. It is important to note the natural frequency of the motor and discharge head assembly will always be lower than the natural frequency of the motor alone.
Lower the frequency: Decreasing structure rigidity—removing ribs, adding a thinner body pipe or plates—increases the head/motor center of gravity, adding mass (reference HI 9.6.8.5.7).
Raise the frequency: Increasing structure rigidity—adding ribs, thicker body pipe, smaller windows or plates—decreases the head/motor center of gravity, removing mass.
If concerned about pump vibration, request the appropriate analysis when issuing the purchase order, specify the narrowest speed range that meets the system design and add vibration monitoring accessories.
Troubleshooting Critical Frequencies After Installation
Vibration is often noticed directly, either through physical touch of the pump or through a shaking sensation when standing near the pump. If vibration is observed after pump installation, end users can contact a specialized repair firm or the pump manufacturer for repairs. Detecting and correcting vibration requires highly specialized equipment. A technician will diagnose pump vibration and perform a “bump test” by striking the pump and recording its natural frequency.
Once the natural frequency has been determined, the technician will balance the pump by adding weight to change the running frequency, pushing it away from the critical frequency. The same margins away from critical frequency, per HI 9.6.8, are applied when vibration challenges are reviewed pre-sales.
Vibration is a natural, ubiquitous phenomenon of rotating equipment. Vibration is critical with vertical turbine pumps due to their construction, which includes long spans between bearings.
