
Part one of a two part series
Last April, I received an email from Paul Maier of the Monroe County Water Authority (MCWA) in Rochester, N.Y. Paul attached a copy of his 2009 WEFTEC presentation and wanted to know if I might be interested in using it as the basis for one of my Pump Ed 101 columns. The subject was a detailed study that quantified the benefits of mechanical refurbishment and internal coating of horizontal split case pumps. After reading it, I knew that the presentation's information could be beneficial to our Pumps & Systems readers. This analysis is the first of a two part series on the study that MCWA performed.While the case was in its early stages, the study was published in Pumps & Systems, November 2008.This month's column will review the steps taken in the study and the overall efficiency gained as a result of those steps. Part Two will detail the service steps with before and after photos of some of the pumps. It will also review the energy savings that resulted and the payback analysis for several pump installations.
The authors that contributed to the WEFTEC presentation are listed at the end of my column. Paul Maier's email address is also available if you have specific questions about the study.
Project Overview
The project was designed to measure the increase in pump performance that resulted from the mechanical refurbishment and interior coating of horizontal split case (HSC) pumps with brush on ceramic epoxy. It was funded by a grant from the New York State Energy Research and Development Authority (NYSERDA) and began in 2003.
The study included 19 HSC pumps ranging from 20 to 600 horsepower. Pump restoration was usually broken down into two steps—mechanical refurbishment and sandblasting and coating. On four of the pumps, a third step evaluated the benefits of coating their impellers.
Regardless of which step was performed first, the pumps were reassembled and reinstalled between steps for field testing. The first step was either mechanical refurbishment (rings, sleeves, bearings, etc.) or sandblasting and coating the interior casing of the pump. Except for the four pumps that underwent step three, the impellers were coated during mechanical refurbishment. After field performance testing, the pumps were then disassembled a second time and either sandblasted/coated (if the first step was mechanical refurbishment) or mechanically refurbished (if the first step was sandblasting/coating). Field performance testing was again carried out to measure any enhancements from the second step of the process. The same procedure was followed on the four pumps with their impellers coated as an independent third step.
Additionally, three sets of identical pumps were selected, and one pump in each set was only sandblasted and remained uncoated. The goal was to determine if both sandblasting and coating the pumps had a greater effect on performance and efficiency compared to sandblasting alone. It also allowed for the evaluation of how quickly the performance of an uncoated pump declined when compared to a coated pump.
Overall Results
The results of the study showed that the sandblasting and coating combination increased the pump's efficiency by an average of 6.2 percent and significantly increased pump head and flow. Mechanical refurbishment increased pump efficiency by an average of 5.4 percent. The average increase in pump efficiency from impeller coating was only 1.5 percent. The study concluded that, regardless of how much a pump's performance declined over time, only a 50-percent return back to manufacturer specifications could be achieved through mechanical refurbishment. To restore the remaining 50 percent, sandblasting and coating of the interior of the pump was required.
Energy savings estimations from pump restoration revealed similar results. On average, 50 percent of any energy savings associated with pump restoration can be attributed to sandblasting and coating. The energy savings payback period, based on the cost of restoration, for pumps that run nearly continuously is often less than one year.
The pump sandblasting and coating combination compared to sandblasting alone showed on average that the sandblasted and coated pumps had initial post restoration efficiencies 5.4 percent higher than that of the uncoated pumps. Additionally, in two of the three uncoated pumps, efficiency dropped by greater than 4 percent two years after being put back in service, while the coated pumps remained at more or less their post restoration levels of efficiency, dropping less than 1 percent over the same time period.
Subsequent inspections of the epoxy coatings on the inside of several of the first pumps coated has shown that although the coatings are often rust stained, the coatings have adhered well and remain in good shape without any significant signs of failure even after being in service for four years or more.
Figure 1 shows the comparisons between the manufacturer's efficiency, pre-restoration efficiency and the post-restoration efficiency of 16 of the pumps in the study. All received mechanical refurbishment and sandblasting/coating. Ten of the 16 had a post-restoration efficiency that exceeded the manufacturer's efficiency, and all show an increase over pre-restoration efficiency. These results suggest that sandblasting and coating could be effective on new pumps as well.
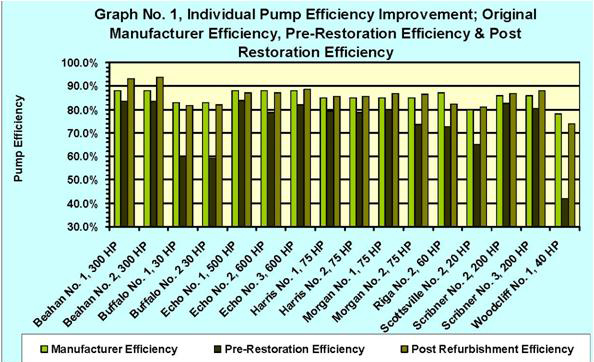
Figure 1. Individual pump efficiency improvement: original manufacturer efficiency, pre-restoration efficiency and post-restoration efficiency
Even if they did not improve the efficiency, coating of new pumps delays the onset of efficiency reduction due to corrosion. On average, post-restoration efficiency was 11.6 percent greater than the pre-restoration efficiency.
Figure 2 compares the contributions of mechanical refurbishment and sandblasting/coating on the increase in efficiency of the same pumps. Four of the pumps also underwent the impeller coating step and were tested before and after this third step. The impeller coating contribution is also shown for those pumps. On average, mechanical refurbishment increased pump efficiency by 5.4 percent while coating contributed 6.2 percent. Impeller coating increased the efficiency of the four pumps, tested before and after step three, an average of 1.5 percent. It is assumed that impeller coating contributes a similar amount to the mechanical refurbishment efficiency of the other pumps shown in Figure 2.

Figure 2. Pump efficiency improvement by pump—relative contribution of mechanical refurbishment, sandblast and coating combination and impeller coating]
WEFTEC presentation authors:
Paul Maier (can be reached at paul.maier@mcwa.com); Randy White; Steve Connell; Chris King, PE, and Richard Metzger, PE, Monroe County Water Authority, Rochester, N.Y.
Pumps & Systems, November 2010
