

Every food processor has a story about plant equipment leaving a bitter taste. For example, operators ran a viscous product through a centrifugal pump designed for thin liquids to accommodate a new product. They discovered the tomato chunks became tomato soup. Or a technician accidentally closed a valve on a gear pump discharge line, causing pressure buildup that broke downstream equipment and gushed mayonnaise onto the floor. In many cases, the pump is not to blame; rather, the wrong type of pump is being used for the application.
There are at least six different types of hygienic pumps used in food processing. Each pump technology has its advantages, but it will not be right in every situation. Selecting the wrong pump for a food processing application can cause maintenance headaches, hurt productivity, shorten the life of the pump and even compromise product integrity. In fact, plant operators might already have a mismatch in their plants because of changes in product or system requirements.
By explaining the mechanical design of each pump type and its advantages and disadvantages, this article aims to help food processing engineers and managers understand the suitability of a particular pump for a particular application. Armed with this knowledge, they can match the right pump to the job, avoiding problems and ensuring productivity. In general, pump selection depends on several factors.
Product considerations
- How viscous is the product?
- Is the product shear sensitive?
- Is the product abrasive?
- Does the product contain particles or entrained air?
Functionality considerations
- Can the pump run dry?
- Can the pump cause pulsation in the discharge line?
- Can the pump be deadheaded?
- Does the pump need to self-prime or perform a suction lift?
- Can the pump deliver the required flow rate?
- Is the desired style of pump available in needed sizes?
Maintenance considerations
- How easy is the pump to clean and maintain?
- How will the pump be cleaned, clean-in-place (CIP) or clean-out-of-place (COP)?
The answers to these questions vary depending on the type of hygienic pump technology. The first category to examine
is the air-operated double-diaphragm (AODD) pump.
AODD Pumps
The traditional AODD pump design is sometimes called a “figure eight.” After the inlet, the pipework branches into two sets of pipes leading to chambers on each side of the pump. Air pressure is supplied in the center, and by means of valves, air pressure moves two diaphragms in a back-and-forth motion. The movement alternately creates pressure and suction in the chambers. Ball valves prevent backflow (Image 1).
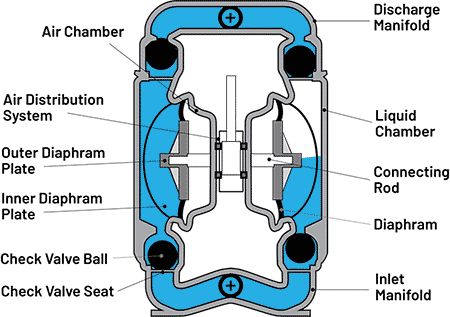
for maintenance.
This type of pump is versatile when it comes to product viscosity. It will pump thin liquids and very viscous products from water to peanut butter. Unlike rotary pumps, AODD pumps are unaffected by suspended particles and abrasive products. They can handle large solids without cutting them and reducing their value.
AODD pumps have many virtues. They can be deadheaded without causing damage because once the pressure in the discharge line equals the operating air pressure, the pumps will stop pumping. They create suction without needing to be primed and have been known to dry lift product multiple meters—for example, lifting product out of the top of a drum. Running dry is not a problem, as there are no rotating parts to overheat.
One drawback to this design is pulsation in the discharge line. AODD pumps may not be suitable for precise filling applications that require steady inlet pressure. Another drawback is the time it takes to disassemble a traditional AODD pump for cleaning or maintenance. The two sets of pipework have many sections and bolts that must be removed before workers can gain access to the diaphragms.
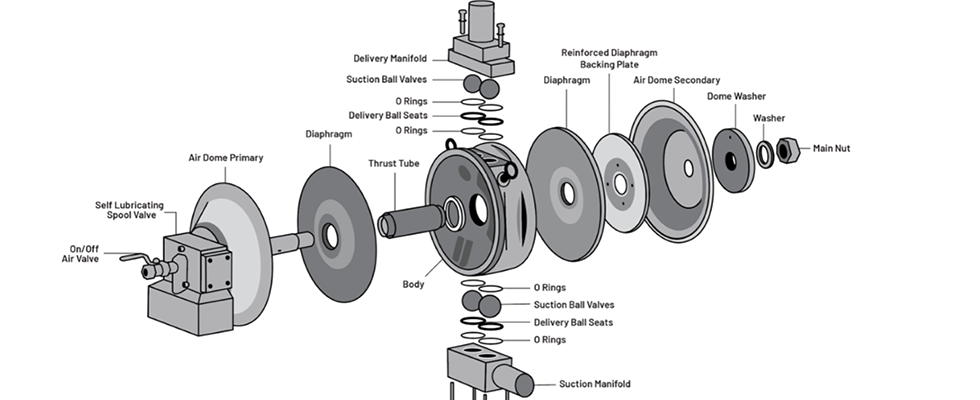
A newer, alternate design of the AODD pump routes the process fluid through the center of the pump and routes air on the outside of the pump (Image 2). A worker can access the pump internals by removing a single large nut. This one-nut arrangement eliminates the need for extra pipework and allows for a central fastening point in the pump assembly.
A team member can disassemble, clean and return to service this kind of pump in 15 minutes compared to the two hours it takes to do the same process with a traditional AODD pump. A traditional AODD pump cannot be cleaned in place because the maximum inlet pressure is limited to as low as 10 pounds per square inch (psi) in some cases, which is too low for the pressure required to adequately clean the pump in place.
In contrast, the alternate one-nut design permits the installation of optional diaphragm support plates that allow operators to safely feed up to 100 psi at the inlet. The pump becomes part of the line being cleaned by the CIP system.
Lobe Pumps
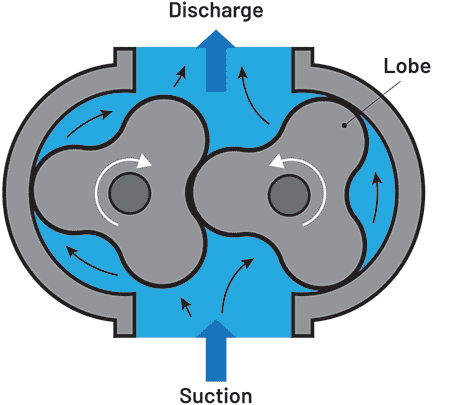
Lobe pumps are rotary pumps. The rotors may have lobes that are rounded or have sharp edges. As seen in Image 3, the process fluid enters the center. As the twin rotors turn, they pull the product around the pump housing and then push it out through the discharge port on the other side. This is a gentle handling technology. Lobe pumps have large cavities that pump large solids and particulates without damaging the integrity of the product.
Typically, lobe pumps are cleaned in place. In some applications, such as the transfer of ground meat, CIP is insufficient to remove all of the product, and the pumps are cleaned manually. For such applications, it is important to get a lobe pump that is designed for COP. Such pump designs have fewer parts and may not even require tools for disassembly. Some COP lobe pumps can be cleaned in minutes rather than in hours.
Hygienic lobe pumps are available in a wide variety of sizes, from 1/2-inch to 8-inch connection sizes. Consequently, they offer a wide range of flow rates. In food processing, sometimes very low flow rates are required, and lobe pumps in smaller sizes can be the ideal fit. Lobe pumps are compatible with a wide variety of products, including high-viscosity and shear-sensitive products, even at high flow rates.
Gear Pumps
There are two types of gear pumps, as shown in Image 4. The external gear pump has twin gears that turn in unison. The internal gear pump has an inner gear inside an outer gear. Although there are two different mechanical designs, they have the same features and benefits.
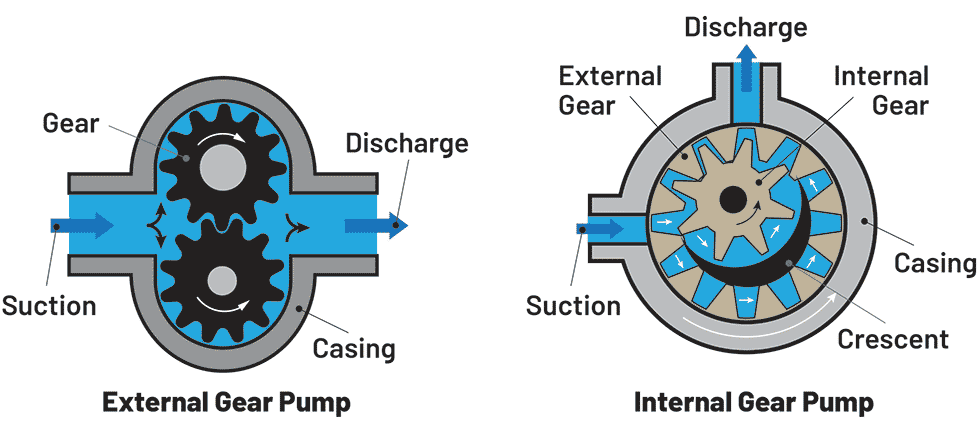
Gear pumps are popular for transferring low-viscosity liquids, especially liquids that lubricate the gears, such as oils, fats and glycerin. However, they are capable of moving moderately viscous products and are a lower-cost pump option. There is only one driving shaft in this technology. Most gear pumps are small to medium in size, and they do not offer the wide size range found in lobe pumps. They are ideal for applications like dosing because their output is consistent and repeatable. Usually, gear pumps are COP because of their mechanical design.
Centrifugal Pumps
One of the lower-cost pump technologies on the market, centrifugal pumps have an impeller that moves the process fluid in the same direction as the spinning impeller (Image 5). Centrifugal pumps excel at high-flow, low-pressure applications. They are typically used to transfer low-viscosity liquids, and they are not useful for products above approximately 500 centipoise (cP). Because of the pump’s relatively high speed and impeller design, it will damage solid particulates.
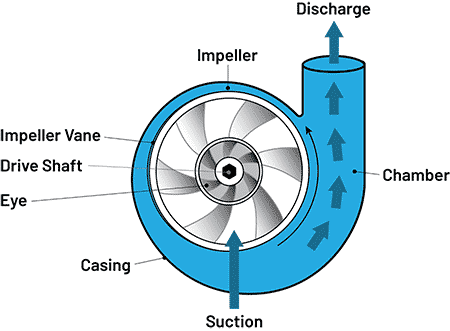
Cleaning is usually CIP. In fact, many CIP systems incorporate centrifugal pumps to supply the cleaning solution. Some operators manually clean their centrifugal pumps, but it is a cumbersome and time-consuming process. Centrifugal pumps run at two speeds: low speed, typically 1,750 rotations per minute (rpm), and high speed, about 3,500 rpm. Naturally, higher speeds increase the flow rate, but they also increase the wear and shorten the pump’s life span. These pumps have suction capability, but the suction is not strong. Likewise, they will not generate high pressure in the discharge line. If they are deadheaded, the same fluid will spin in the pump chamber and heat up, potentially damaging the pump.
Twin Screw Pumps
Twin screw pumps are a newer category of pump (Image 6). They are high-precision pumps and one of the more expensive types. These pumps handle shear-sensitive products without degrading the product. Highly viscous products and solids are no problem for this technology. Unlike other pump types, they have the capability to pump product having up to 60% entrained air. Air bubbles can stall or cavitate in other pump types.
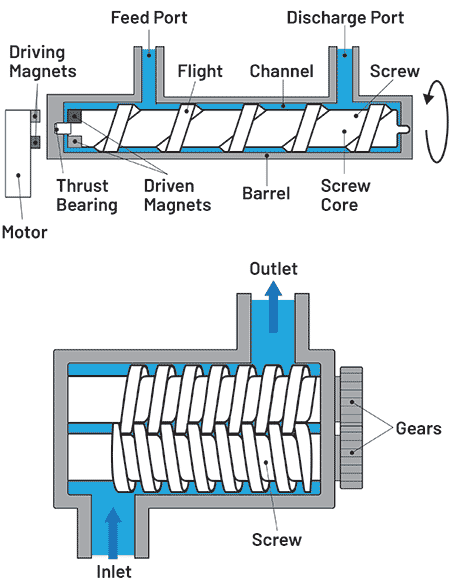
Typically, twin screw pumps are cleaned in place. Their design makes them time-consuming to manually disassemble and clean. A key benefit of this technology is its versatility, as it is like having two pumps in one. Twin screw pumps can pump a low-viscosity liquid or a high-viscosity solid because of the speed range. They can run at centrifugal pump speeds (up to 4,000 rpm) for thin liquids and at lower rpm for viscous solids. Additionally, they have the ability to pump the CIP solution at the proper velocity, cleaning the pump and the downstream piping. Twin screw pumps also have suction capabilities.
Progressive Cavity Pumps
The last of the six common pump technologies is the progressive cavity pump. It uses a long helical rotor and a flexible stator (Image 7). As the rotor spins, the screw-like motion moves the process fluid forward in cavities formed between the rotor and the stator.
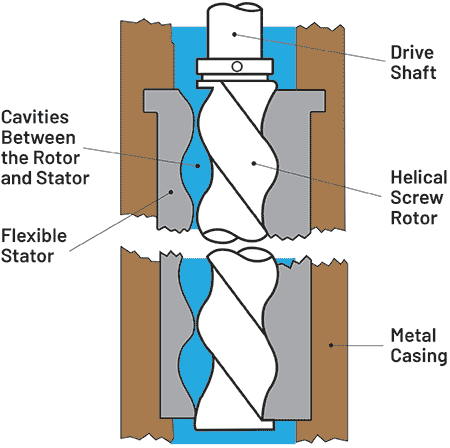
Progressive cavity pumps operate gently and are suitable for transferring shear-sensitive materials. They can pump large particulates or solids. In fact, this category of pump is ideal for highly viscous products due to its high-pressure capability and ability to pump viscous materials over long distances. These pumps provide good suction and are useful for transferring ingredients out of a container.
As with any technology, there are engineering trade-offs. If a progressive cavity pump runs dry, there will be no lubrication between the rotor and stator, which are always in contact. The friction and heat may damage the flexible stator. Also, the design is difficult to CIP, so in most cases, manual cleaning is necessary. Some brands are CIP-capable with external piping connected. Finally, the long design requires more space on the production floor than other pump types.
Every Application Is Different
Good engineering depends on understanding the technologies available and how to best apply them. By learning the pros and cons of the six most common pumps used in food processing, operators can select the right pump for their applications.
