
Pumps & Systems, December 2008
Given time, every component of the rotating machinery will eventually fail, even when operating in a perfect environment. For instance, rotation of the shaft subjects it to alternating load, changing from tension to compression with each shaft revolution.
This stretching and compression of the metal fibers, albeit small, gradually creates microscopic cracks, which grow and eventually snap. Ball bearings, riding between the inner and outer races, are subjected to similar alternating forces, with balls (and races) accumulating micro-cracks, and ultimately failing from fatigue. Roller and needle bearings behave similarly.
If loads are small and oil is maintained in good condition-without moisture and dirt-the bearings will last longer. Bearing manufacturers have researched and developed the L10 bearing life formula, which states:
As with any component fatigue, bearing life is empirical. For instance, L10 of four million cycles (revolutions of the shaft) means that approximately 10 percent of bearings will fail after four million cycles. Some of the bearings may fail sooner, and some may last longer.
The faster the shaft turns, the sooner these cycles will accumulate. In practice, the formula is modified to measure the hours, and not the cycles. For ball bearings, the formula becomes:
L10 = (C/P)3 x 106/ (60 x RPM) [measured in hours]
As an example, consider a typical ANSI end suction centrifugal pump, running at 3,580-rpm, with 1,368-lbs load on its 5309 size thrust ball bearing [1]. From the bearing catalog, this bearing has a dynamic rating of C=16,400 [2]:
L10 = (16,400/1,368)3 x 106 / (60x3,580) = 8,021 hrs, i.e. almost one year
However, taking lubrication into account, a coefficient is added to the L10 formula, taken from the charts (such as in reference [2]). See Figure 1.
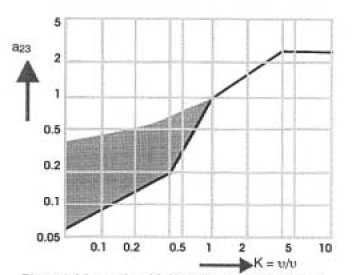
The reference viscosity ν1 is taken from another chart (example is Figure 2), and ν is the actual viscosity used.
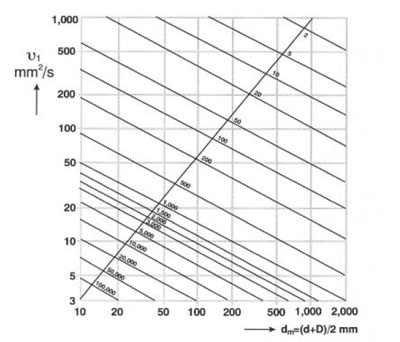
The reference viscosity for the 5309 bearing (d=45 mm, D=100 mm) at 3,580-rpm is ν1 = 8.2 cSt (see Figure 2).
The pump manufacturer in this example recommends ISO VG68 oil. The viscosity of mineral oils change (decrease) with temperature (see Figure 3).

If K=68/8.2 = 8.3, Figure 1 shows that a23 = 2.5, so the adjusted bearing life is L10 = 8,021 x 2.5 = 20,052 = 2.3 years, which is close to the rating of ANSI pump bearings from pump manufacturers (17,500 hrs minimum per ANSI specification).
However, if bearings run hotter than 100-deg F, oil viscosity and L10 decreases (see Figure 3 for oil viscosity values). By picking viscosity values at different temperatures, and recalculating the L10 at each, we find the relationship in Figure 4; bearing life decreases with higher temperatures.
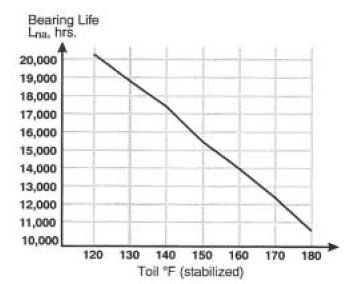
For this particular pump, bearing life is reduced roughly in half, when temperate increases from nearly ambient to 180-deg F. Numerically, the answer would change somewhat for other pump types and sizes, but, in general, pump manufacturers traditionally use 180-deg F as a practical maximum.
The fundamental reason for reduction of life with temperature is that reduced oil viscosity no longer provides adequate lubricating film between the balls and races of the bearing. Metal contact begins to occur, which increases friction forces, initiates cracks and eventually causes failure.
Obviously, if better, more stable oil is applied, with less steep relationship between its viscosity and temperature, a longer life would be achieved. Synthetic oils provide such improvement. However, the benefits of synthetics should not cause complacency. Even if the oil stability is improved, hotter bearing means greater thermal expansion. A 100-mm outer race will grow nearly three thousands of an inch (0.003-in) with every 100-deg F differential, i.e., from ambient to 180-deg F.
The temperature at which the metal of the bearing begins to distort is usually somewhat more than 250-deg F. Special heat-stabilizing procedures used by bearing manufacturers can be around 400-deg F. However, do not assume that the bearing can reach such high temperatures, regardless what the "wonder grease" label says about its temperature stability. With typical clearance between the outer race and the housing of 0.0005-in to 0.001-in, the bearing may jam itself into the outer race and seize.
It is true that if the housing is at the same temperature as a bearing, the growth is uniform, and clearance is maintained. Unfortunately, the bearing usually heats up faster than a more massive housing, and relative growth of the hot bearing into a relatively cooler housing occurs. Therefore, a higher temperature rating of the grease should only be understood as a relative comparison between one grease and another, but not as absolute value to which a bearing should be allowed to operate.
As experienced mechanics know, the "rule-of-hand" says that if you can hold your hand on the housing for about three seconds, it is at roughly 140-deg F. At higher temperatures, your hand will burn. The experienced old-timers know the hot bearings by simply touching the pump. Intuitively to them, a "good" temperature is below 150-deg F and hopefully lower. Pushing the limits higher, based on wonder greases is missing the point, and justifying theoretical debates, instead of good-old common sense.
While exceptions to the rules exist, such exceptions need to be justified for each (very) special case. Understand and abide by the effects on the pump internals, with regard to overall reliability.
References
- Nelik, L., "Bearing Life Extension and Reliability Features of Modern ANSI Pumps", 2nd International Conference on Improving Reliability in Petroleum Refineries and Chemical and Natural Gas Plants, Houston, 1993
- SKF General Catalog, 1991
