
Q. I know that slurries require special attention when being pumped. What characteristics of slurries should be given consideration when specifying a rotodynamic pump?
A. First and foremost is abrasiveness. This characteristic is measured using an American Standard test method.
The ASTM Standard G75-01 presents details of characterizing the abrasivity of slurries using the Miller test. The Miller number helps rank the abrasivity of the slurries in terms of the wear of a standard reference material. The higher the Miller number, the greater is the wear on the standard Miller test specimen, and hence the greater is the slurry abrasivity.
Slurries with a Miller number of 50 or lower can usually be pumped with minor erosive damage to the pumping system. Such slurries may be classified as “light duty.”
Related to abrasivity is the size of the abrasive particles. Larger particles are more damaging than smaller or fine particles.
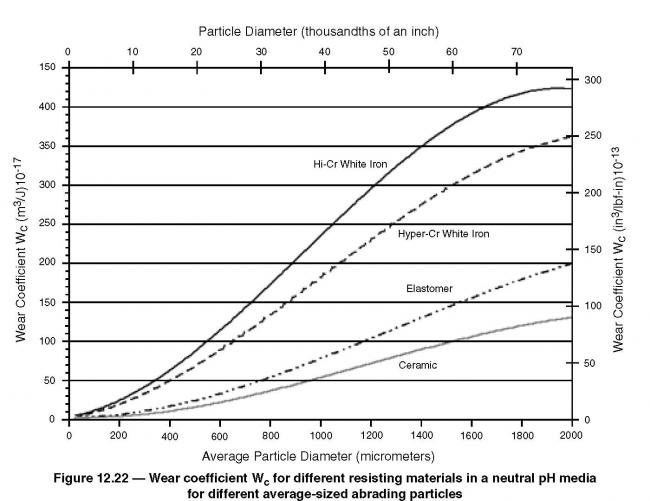
Figure 12.22 shows examples for different sand particle sizes against different resisting materials for sliding abrasion in a neutral pH medium. Wc stands for the sliding wear coefficient.
The values shown in Figure 12.22 will vary with different types of solids, hardness, solid’s specific gravity, and sharpness of particles. The abrasivity of a particular slurry will be used as a measure of this difference.
The settling tendency is also important. A settling slurry is one in which the solids move to the bottom of the containment vessel or conduit at a discernable rate, but remain in suspension if the slurry is agitated continuously.
For every settling slurry, there is a deposit velocity (Vs) at which solids will drop out of suspension and form a bed on the bottom of the pipe. A pumping system (pump and piping) must be sized and operated so that the velocity in the pipe exceeds Vs or the pipe will plug. Therefore, a system must be designed for the lowest acceptable value of settling velocity.
Froth is an aerated liquid medium (slurry) that occurs naturally or is created intentionally. Natural occurrence may be due to the nature of the ore processed in the mineral industries and can create a general nuisance. Froth is created for the purpose of separating minerals, floating the product from the waste or vice versa.
Froth is created by the aeration of the slurry through air injection during agitation. Polymers are added to increase the surface tension, creating bubbles to which the product or waste adheres. This allows for the separation and collection of the sought after mineral for further refining.
The transfer of froths with slurry pumps is a special-purpose application commonly encountered in the launders of flotation circuits.
Specific gravity has the same effect as with clear liquids. It will change the power required by the pump in proportion to the value of the specific gravity.
Viscosity is also a consideration. The effect is also the same as with clear liquids. That is, the total head and rate of flow will decrease as viscosity increases.
The maximum total head that a slurry pump can produce is limited by the high tip velocity of the impeller. Depending on the slurry concentration and particle size, the maximum total head that can be produced by a rotodynamic pump, without excessive wear, can vary from 130-ft to 400-ft. Beyond that, pumps in series or reciprocating pumps can be used.
The corrosive nature of the slurry must also be considered in the selection of pump materials.
These comments represent a brief summary on this subject. The Hydraulic Institute has developed a 93-page standard that covers this in great depth. See ANSI/HI 12.1-12.6 Rotodynamic (Centrifugal) Slurry Pumps, for considerably more detail.
Q. When pumping volatile liquids, such as solvents and some petroleum products, will the vapors cause any problems with vapor binding or insufficient NPSH available?
A. Pumps for handling volatile petroleum products, or other liquids having similar properties, are commonly termed volatile liquid pumps.
The determination of the net positive suction head available (NPSHA) for pumps handling volatile, multi-component liquids should be based on the true vapor pressure of the particular liquid at the actual pumping temperature.
The NPSH required by a pump at a given flow is a function of the individual pump proportions and of the liquid pumped. The NPSH available must exceed the NPSH required by the pump and can be established correctly only when the true vapor pressure is known.
For refinery process applications, the true vapor pressure is usually available. For the pumping of finished petroleum products, the Reid vapor pressure is usually the only information available. This is the vapor pressure determined by the use of apparatus and procedure corresponding to the ASTM Standard D-323.
Because of certain inadequacies of the test procedure, Reid vapor pressures are generally significantly lower than the true vapor pressures. Precautions must therefore be taken when the NPSH available must be determined on the basis of the Reid vapor pressure. If the commercial grade of the liquid handled is known, the use of one of the standard handbook correction charts for conversion of Reid vapor pressure to true vapor pressure is indicated.
The suction piping should be arranged to avoid any accumulation of vapor, and provision should be made to allow self-venting of vapors by venting the first stage impeller suction eye – except where the suction nozzle is in a vertical position and facing upwards.
Since the suction pressure may vary over a wide range, the stuffing box may require the use of a mechanical seal, or, if packed, the use of one or more of the following elements: water jacketing, bleed-off connection, lantern ring for an oil or grease seal, or smothering-type gland.
Q. Some pump instructions refer to non-Newtonian liquids. What does this mean?
A. We should begin by defining a Newtonian liquid. Liquids are Newtonian when the ratio of shear stress to shear rate is a constant for all shear rates, is independent of time, and zero shear rate exists only at zero shear stress.
Most mineral oils at temperatures above cloud point, solvents, and water approximate this condition and are considered Newtonian liquids. The viscosity of these liquids is independent of rate of shear.
A non-Newtonian liquid is one that will change viscosity with changes in the rate of shear applied to the liquid and/or the length of time at shear. Several types of non-Newtonian liquids are defined below.
When the ratio of shear stress to shear rate increases as shear rate increases, reversibly and independent of time, a liquid is said to be dilatant. Highly concentrated pigment-vehicle suspensions, such as paints and printing inks and some starches, are dilatant liquids. The apparent viscosity of these liquids increases as the rate of shear increases. Some dilatant liquids solidify at very high rates of shear.
When the ratio of shear stress to shear rate decreases and is time dependent – in that this ratio increases back to its “rest” value gradually with lapse of time at zero shear rate and stress, and decreases to a limit value gradually with lapse of time at constant shear rate – a fluid is said to be thixotropic. Most greases, drilling mud, gels, and quicksand are thixotropic liquids where the apparent viscosity of these materials decreases for an increasing rate of shear and for an increasing length of time at shear.
There are several other types of non-Newtonian liquids, but all have variable values of viscosity as a function of shear rate or time.
Pumps & Systems, December 2006
