
Pumps and Systems, February 2007
Q. We are operating a large axial split case pump which occasionally operates at about ten percent of its best efficiency rate of flow. At that rate of flow, the pump shaft oscillates axially through a clearly discernable distance with a random frequency of about one or two cycles per second. What causes this and is it harmful to the pump? If so, what can be done to correct it?
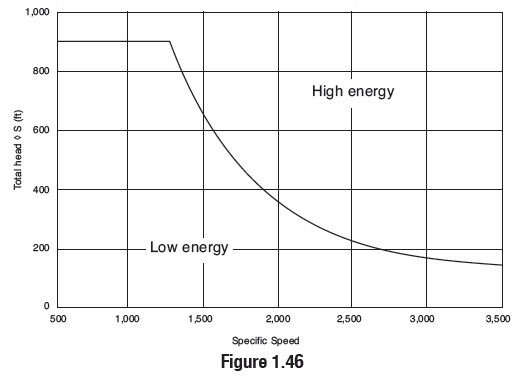
A. This is typically the result of discharge recirculation, which is circulatory flow in the discharge area of the impeller and can cause large forces on the impeller shrouds. An increase in mechanical vibration and bearing failures can occur. The problem is most severe in high energy pumps.
There is no precise definition for high energy, but Figure 1.46 shows an approximate range based on total head and specific speed of such pumps.
If damage is being done and the low flow cannot be avoided, the forces can be reduced by increasing the impeller width at the outside diameter and machining the adjacent wall of the pump casing to come close to the impeller with a minimum clearance. It is recommended that the pump OEM be consulted regarding any change of this nature.
Q. How do I evaluate the capability of a pump on a given system to know if it is capable of withstanding the expected forces and moments from pipe strains?
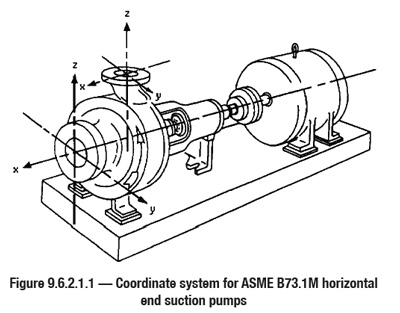
A. Pipe strains in a pipe system are calculated from the thermal expansion of the pipes due to temperature changes during operation. A system of X, Y, and Z coordinates is established like that shown in Figure 9.6.2.1.1.
The calculated values can then be compared to allowable values obtained from the manufacturer or values taken from ANSI/HI 9.6.2 Centrifugal and Vertical Pumps for Allowable Nozzle Loads. Please note that these values are based on ASME allowable stress values for certain materials at ambient temperature and may have to be adjusted to lower values to compensate for higher temperature or different material.
When considering the stress in each nozzle separately, the force on each nozzle can be considered separately. For example, Fxs, force in the x axis on the suction flange, should be less than Fxsmax, maximum allowable force on the X axis.
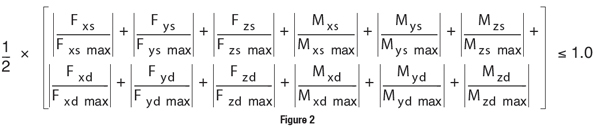
When considering situations where forces on both nozzles are acting together, such as the capability of hold down bolts, all forces must be considered jointly as in the following set of equations:
Q. What is the limit of the amount of air or gas that can be entrained in the liquid that is being pumped and what is the effect of the gas? What can be done to increase the allowable limit?
A. There are many different applications where air or gas is entrained in a liquid, such as air injected in a fermentation process, crude oil containing natural gas, and air leaks in applications with negative suction pressure. We will address the last example here.
The effect of air sucked into the pump is twofold. First, it mixes with the liquid to form a two-phase mixture, which then has a lower specific gravity resulting in a lower discharge pressure from the pump. Experience has shown that as much as six percent of the liquid pumped can be handled before the pump stops pumping liquid. This limit assumes that the pump is operating near the best efficiency flow.
The second effect is the air binding of the pump. The impeller also acts like a centrifuge, causing the air to gravitate to the center of the impeller eye. If the flow is high enough, the velocity will carry the mixture through the impeller. As the flow is reduced, the air will accumulate in the impeller eye, thereby blocking any further flow. If the pump is operating below the BEP, the percent of air that can be handled will be decreased.
To improve the operation of the pump, the following steps can be taken:
- Increase the size of the suction pipe to reduce the suction pipe losses, thereby increasing the absolute suction pressure.
- Vent the air from the suction pipe back to the liquid source by a continuous slope in the suction pipe or a separate vent pipe from the top of the suction pipe close to the pump.
- Check all pipe joints, valve stems, and other sources of air leakage.
- Change the impeller configuration to put discharge pressure on the shaft seal, thereby reducing air leakage into the pump at that point.
- Use a self-priming pump design which can handle more air.
Use an inducer on the pump suction, which will increase the air handling capability of the pump.
