
Q. I have been told that centrifugal pump impellers may still cavitate when operating with NPSH Available greater than NPSH Required. Is this true? If so, why do pump suppliers show NPSHR values when they know that cavitation may occur?
A. Yes, centrifugal pump impellers may cavitate when operating with NPSHA greater than NPSHR. However, that does not mean that the cavitation is causing any harm to the impeller.
The standard procedure for the determination of NPSHR has been used for many years and was formally approved as an American National Standard in 1994 with the designation ANSI/HI 1.6 Centrifugal Pump Tests.
To determine the values of NPSHR, the pump is run at constant rate of flow and constant speed with the suction condition varied to produce cavitation. Plots of head shall be made for various NPSH values at a series of constant rates of flow (see Figure 1.122).
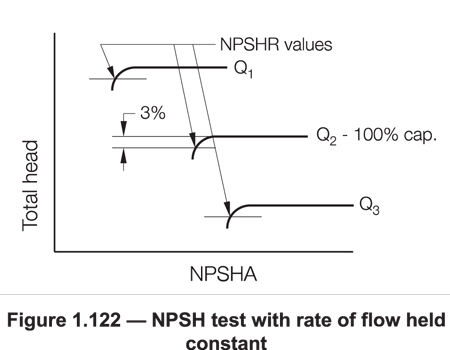
Figure 1.122. NPSH test with rate of flow held constant.
As NPSHA is reduced, a point is reached where the curves break away from a straight-line trend, indicating a condition under which the performance of the pump may be impaired. The 3 percent drop in head is the standard to determine NPSHR. Reference ANSI/HI 1.6 for more detail on this test
Although pumps may be cavitating when operating with NPSHA values greater than NPSHR, the impeller is not necessarily damaged. Actual damage to the impeller also depends on a number of other factors as follows:
- Liquid thermodynamic properties. As the amount of vapor bubbles increase under operating conditions, they do more damage when they collapse. This is also related to the liquid vapor pressure. For example, cold water does more damage that hot water, while hydrocarbons do less damage than hot or cold water.
- Corrosive liquids. Intergranular corrosion and crevice corrosion not only cause direct damage, but also weaken the structure and make it more susceptible to pounding from collapsing vapor bubbles.
- Impeller material. Steel, cast iron and brass are more susceptible to cavitation damage while stainless steel, titanium, and aluminum bronze are more resistant.
- Higher speed. More energy concentrated in smaller volumes results in more metal removal from higher speed impellers.
- Operation away from best efficiency rate of flow. Mismatch between the actual flow angles and the impeller geometry also aggravates cavitation damage.
- High suction specific speed design. Special impeller designs for low NPSHR values will suffer more due to larger impeller eye diameters and some mismatch with the flow which is necessary to achieve low NPSHR values.
- Duty cycle. Obviously, the longer a pump is operated, the more it may be damaged by cavitation.
Q. What is pump critical speed and how is it determined? I understand that operation at critical speed could damage the pump.
A. Critical speed is the natural frequency of vibration of a pump. All centrifugal and vertical turbine pumps have rotors and structures that can vibrate in response to excitation forces. When the frequency of the excitation forces is close to the natural frequencies of the structures, resonance can occur and excessive and damaging vibration levels can be reached. These natural frequencies of vibration usually occur in one or more of the following modes:
- Rotor lateral vibration
- Rotor torsional vibration
- Structure lateral vibration
Computational methods using application-specific programs or finite element analysis (FEA) programs may be required to produce accurate results. Even so, the actual distribution of the structure mass and stiffness can be difficult to determine, affecting the accuracy of the calculation.
Pump manufacturers can calculate or determine by test the natural frequency of the pump assembly. However, in a field installation, the vibrating structure comprises, in addition to the pump, the foundation, the mounting, the piping and its supports, and may include the driver and flexible shafting. The natural frequency of the vibrating structure is determined by the stiffness of the total structure and by its equivalent mass. It may, therefore, differ significantly from the natural frequency of the pump alone.
Accurate measurement of critical speed can be made by externally exciting the pump with an instrumented hammer and measuring the resulting vibration. This can be done with the pump stationary or operating. If done when stationary, neither the dynamic effects of liquid motion and resulting excitation forces are included nor the support provided by the impeller wearing rings. However, if done during operation, special computer software is necessary to filter out the vibration frequencies which are caused by normal operation.
Additional information on dynamics of vibration may be found in ANSI/HI 9.6.4, Vibration Measurements and Allowable Values for Centrifugal and Vertical Pumps.
Q. Is there a preferred sequence for starting reciprocating power pumps and, if so, please describe it?
A. Application of power pumps requires careful consideration of their starting and running torque demands. These affect the selection of driver motors, motor starters, engines, gear reducers, belts, or chain drives, couplings and universal joints. The effect of such loads on an electrical distribution system requires thought, especially if the pump is large.
The best way to start a reciprocating power pump is with liquid bypass. The operating person manually opens a bypass valve, or a power-actuated dump valve programmed to open automatically, which bypasses the liquid during the start and the stop function. A check valve is employed in the pump discharge line. It remains shut as long as the bypass (dump) valve remains fully or partly open.
The liquid pressure exerted on the plungers (or pistons) is largely that caused by liquid mass and friction as it passes through the bypass valve and piping. When correctly sized, the bypass valve and piping cause low back-pressure. Only a relatively small torque is required while bypassing the liquid to a tank. With liquid bypass, the total starting torque requirement is mainly related to the mechanical inertia of the pump, couplings, gears, and motor rotor. These components are heavy, and substantial starting torque may be required.
The torque needed to accelerate the entire mechanical hydraulic inertia system depends on the inertia of all the moving parts, including the liquid, the rate of acceleration and the total system friction. The rate of acceleration is very important, and the starting torque is directly proportional to it. Stated another way, peak torque is inversely proportional to the time duration of acceleration.
Some pumps are provided with mechanical suction valve unloader devices. These devices reduce the total starting torque requirement to that needed to accelerate the mechanical items, such as pump crankshaft, gears, couplings, etc. They stop liquid pumping action by mechanically holding open the pump's suction valves, allowing the liquid inducted into each liquid cylinder to be delivered back into the pump suction. Because no liquid pumping occurs, the driving machinery need provide no torque to accelerate the liquid. Only the torque to overcome mechanical inertia and friction is needed during the start.
After the pump and driver have reached full speed, the bypass valve or suction valve unloading devices are retracted, and normal pumping action then commences. At this point, the driver must supply additional torque to accelerate the liquid system and to meet the total running torque requirement caused by discharge pressure.
