
Simple steps to help boost the performance of pressure-reducing valves
Pressure management has become a useful tool for controlling leakage in piping networks. This has primarily been achieved because utilities have formed District Metered Areas (DMAs) and pressure zones within their systems. Typically, pressure is managed by using a pressure reducing valve that can either have a single, fixed pressure reducing pilot set point or pressure flow modulating devices to provide a range of set points based on flow.
Whatever the pressure set point, these valves rely on the basic principle of opening and closing a main valve using a pilot system. There is always room for increasing the efficiencies and performance by custom configuring the valves.
Location & Installation
Pilot valves require maintenance, adjustments and electrical connections. Therefore, easy access is important. They cannot be direct buried like gate valves. Typically, they are mounted in valve boxes or underground valve stations in colder climates and above ground where freezing is not a concern.
 The valves should be mounted with the stems in a vertical position. They will work in any position, but for practical purposes, install them in a horizontal line, with the stems vertical. This makes future maintenance much easier. Second, leave plenty of space around the valve for future maintenance and access.
The valves should be mounted with the stems in a vertical position. They will work in any position, but for practical purposes, install them in a horizontal line, with the stems vertical. This makes future maintenance much easier. Second, leave plenty of space around the valve for future maintenance and access.
Maintaining straight runs before and after the valve is best during installation. The inlet side of the valve is not as critical as the outlet side. A butterfly valve should ideally never be mounted against the valve as this will direct flow in an uneven path into or out of the valve. This is not as critical with gate valves.
The outlet side of the valve is a different matter. Ideally, there should always be a few pipe diameters downstream of the valve to assist in settling the flow after the turbulence of the control valve.
Air in Pipelines
Water contains air, and it can be dissolved in varying amounts, depending on pressure and temperature. At atmospheric pressure, the volume of air varies from 30 percent at 00c to 15 percent at 300c. This dissolved air can come out of solution in a number of ways:
- Water that changes temperature, velocity and pressure, will release air.
- Turbulence caused by rough pipe walls in older mains, bends, valves and other fittings will release air.
- Vortex actions of pumps also cause pockets of air.
Air in a pressure-reducing valve pilot system is an operator’s worst enemy. Compressed air will cause erratic pressure swings and valve modulations that can cause major problems for a pressure management system. Therefore, removing all the air from the pilot system during the commissioning of the valve, or after any valve maintenance, is imperative. Just as important is preventing the air from being introduced into the pilot system in the first place.
.jpg)
.jpg)
Pilot systems and bonnets of control valves form natural high points. These are areas in which any air in a line will collect. Little research has been conducted that addresses air problems in pressure reducing valves, so technical data is limited. Based on 25 years of practical experience, a valve company has found that having an air release valve upstream of the control valve will ensure good, air-free, stable valve operation. Any air in the pipeline is then released before it reaches the control valve. As for sizing, this will depend on flow rates, but typically 25 millimeters (1 inch) will suffice with flows up to 315 liters per second (5,000 gallons per minute).
On the downstream side of the valve, a combination air valve is typically used. A combination air valve is an air vacuum valve that will allow air to vent upon filling the pipeline of the downstream side of the valve and will also allow air to enter when the downstream pipeline is being drained. It has the added advantage of including an air release valve to eliminate any air that may have been formed by the reducing valve as it reduces pressure, allowing even more air to be released. These valves are sized based on flow rate and can get much larger due to the vacuum breaking function of the valve.
If a single valve is installed in a valve chamber or no downstream vacuum protection is required, then the simple inlet release valve is all that is needed.
Combating the Effects of Growth
Valves can certainly be improved in the way that they reduce the friction in the main valve movement. Globally, not all areas have water that is considered pristine. High total dissolved solids (TDS) usually indicate hard water, and this shows itself in systems as scale build up, which with time will do several things:
- Plug the tappings of the main valve sensing ports.
- Grow calcium on surfaces that are situated around theelastomers in the valve. With time, this can puncture the rubber causing failure. (In valves using leather seals, this can be quite catastrophic as the leather will adhere to the cylinder walls and will rip when a valve opens or closes, causing expensive repairs).
- Allow build up on valve stems that can eventually impede the stem movement causing the valve to sit in one position.
Aside from regular maintenance when parts can be cleaned using a weak acid, it is much easier to try to eliminate the growth before it occurs. Ideally, this will involve water softening. However, this is costly and often impractical. Other methods can be employed.
Historically, manufacturers have supplied valve stems with a Delrin sleeve to combat up. Unfortunately, this does have some pressure limitations and can crack or swell with time.
Another recent option is the Dura Kleen stem that relies on the bottom portion of the stem being “rifled” to drive any build up off much like a car tire’s grooves displace water.
Another alternative is to treat the stem with a process called oxy-nitride. This is a hot chemical dip which essentially turns the stainless material jet black. It does not affect the dimensions or strength properties but increases the stem’s hardness and greatly .jpg) improves the lubricity, fatigue and corrosion resistance. This ensures that nothing can grow on the stem, eliminating the binding problems of mineral growth.
improves the lubricity, fatigue and corrosion resistance. This ensures that nothing can grow on the stem, eliminating the binding problems of mineral growth.
Pilot Feed Water Strainers
All control valves use the simple principle of allowing more water to leave the cover chamber when the pilot opens than can be fed into the bonnet from the valve inlet supply. Understanding this shows why clean water in the pilot system is vital to proper operation. This is achieved by using a small orifice in the pilot system that varies in size from 1.6 millimeters up to 6 millimeters, depending on the valve size.
That is a small opening and is prone to plugging. A plugged orifice means that the control valve is sluggish to close or will not close at all. Therefore, the pilot system must include a good, reliable strainer.
Most valve manufacturers use either an internal flow strainer on the valve inlet, or an external strainer. Both can be effective, but they do require monitoring and maintenance. For areas in which the feed water is not clean, this can become a maintenance challenge including countless man hours spent on strainer cleaning.
A straightforward and effective way to prolong the cleaning cycle is to use a simple duplex strainer assembly. This could be as simple as installing the valve with two strainers, which can be manually switched to ensure uninterrupted valve operation while the first strainer is being cleaned.
 A better method is to install a dedicated, wall-mounted strainer system. This is particularly useful if a valve chamber has more than one valve. The concept is to oversize the strainers used from a simple 9.5-millimeter inlet to that of a 40-millimeter inlet.
A better method is to install a dedicated, wall-mounted strainer system. This is particularly useful if a valve chamber has more than one valve. The concept is to oversize the strainers used from a simple 9.5-millimeter inlet to that of a 40-millimeter inlet.
This greatly increases the surface area of the screen and allows for much longer run times, requiring a lot less maintenance. Typically, strainers are supplied at 40 mesh, but they can be 60 or 80 mesh, depending upon the requirements.
Note that each strainer can run at any given time and that a differential pressure gauge can be plumbed across the strainers to indicate when each strainer requires cleaning. This can be determined with time with each application.
Pilot Sensing
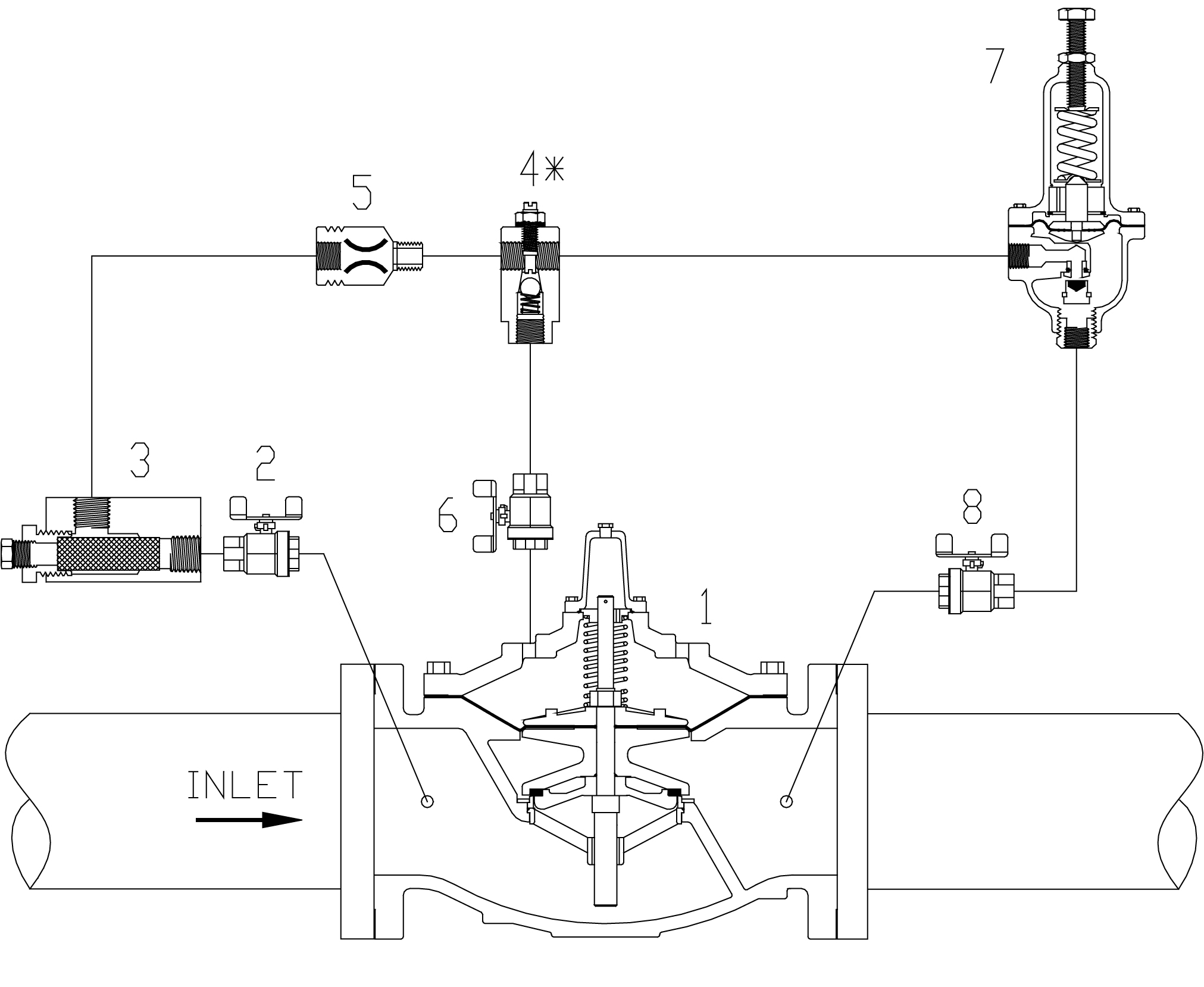
How does the pilot actually sense the pressure downstream to accurately detect what it needs to do to control the pressure? Looking at how a typical pressure reducing pilot valve is installed on the valve, can show how this is achieved. Note in Figure 1 how the reducing pilot is connected to the downstream side of the control valve.
Examine the pilot itself in Figure 2. Internally, the downstream chamber is exposed to downstream pressure (light blue section), and this area interacts with a spring by way of a diaphragm in the pilot.
.jpg) If the pressure in the downstream zone is greater than the spring setting, it forces the diaphragm upward and carries the inner valve yolk assembly, closing off the flow from the inlet to the outlet of the pilot. As the pressure in the downstream zone falls, the spring force is now greater than the pressure, so the spring forces the inner valve stem downward, opening the flow from the inlet to the outlet of the pilot, which opens the main valve.
If the pressure in the downstream zone is greater than the spring setting, it forces the diaphragm upward and carries the inner valve yolk assembly, closing off the flow from the inlet to the outlet of the pilot. As the pressure in the downstream zone falls, the spring force is now greater than the pressure, so the spring forces the inner valve stem downward, opening the flow from the inlet to the outlet of the pilot, which opens the main valve.
Therefore, this effective diaphragm area and the accurate sensing are key to getting a stable pressure downstream. With that in mind, having this pilot directly connected to the body tapping on the downstream side of the main valve is not ideal.
Outlet body tappings of control valves typically fall into a distance range of 0.5 to 0.75 pipe diameters downstream of the valve seat. This means that the typical pilot senses turbulent water as it leaves the valve’s seat and is not considered laminar flow.
In a differential pressure orifice flow meter, pipe taps should be located 2½ diameters downstream of the primary element.
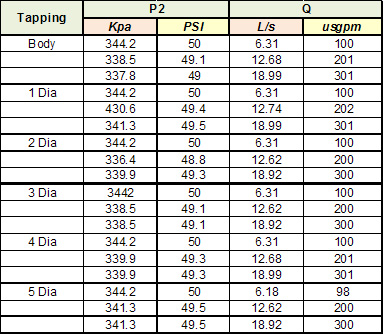
A valve company set up a flow lab with the following conditions:
- 80-millimeter (3-inch) reducing valve
- Pilot set at 344.7 Kpa (50 psi)
- Inlet pressure (P1) was 689.5 Kpa (100 psi)
- Flow rate between 6.9 liters per second (100 gallons per minute) and 18.9 liters per second (300 gallons per minute)
A pressure reading was taken 1.5 meters downstream of the valve. Pipe tappings were used at different distances downstream.
As shown in Table 1, the best results were achieved when the pilot was mounted five pipe diameters downstream from the valve. This is a simple change in the system that would provide greater stability to pressure management.
 Speed Controls
Speed Controls
Speed control is another component that produces many maintenance issues. Pressure reducing valves are typically supplied with an opening speed control, at least in the smaller valve sizes of 80 millimeters and below. The rationale is that the bonnet volume of an 80-millimeter valve is in the 0.3 liter range. This means that when the reducing pilot opens, it can easily exhaust the bonnet volume quickly, allowing the main valve to open quickly and allowing flow downstream very quickly.
Unfortunately, this can cause a high pressure spike because the pilot cannot react quickly enough to this sudden increase. As a result, most valve manufacturers recommend an opening speed control to limit how fast the main valve can open.
Conventional thinking for small flow regulation suggests that a needle valve would be ideal. Unfortunately, that is what is most commonly used in some variation. The key issues with any type of needle valve are plugging and wear over time. Because the orifices are small, they are prone to fouling and susceptible to growth in the same way that the main valve stem is. Wearing over time also means that the valve does need occasional readjustment to maintain the same opening characteristics as during initial commissioning.
A simple and innovative design is shown in Figure 3. The internals are tapered, but there is not an actual needle. The restricting action is formed by limiting the travel of a stainless steel ball along the tapered channel. The ball constantly rotates, so it is self-cleaning, making it a set-and-forget speed control. It allows free flow into the bonnet and adjustable flow out.
.jpg)
Design Advancements
This type diaphragm control valve uses an elastomer diaphragm to separate the bonnet control pressure from the pressure in the main valve body.
This design is not without its issues, particularly unstable control at lower flow rates. This is directly attributable to the fact that with a flat diaphragm valve, the effective area changes throughout the valve’s stroke. This means that when the valve is only partially open (less than 20 percent), maintaining a steady flow rate is difficult, an
d the valve will “hunt” as it struggles to maintain control. The pilot system wants the valve to remain open. The valve wants to close, so a nice sine wave action is formed as the valve cycles to control the reduced flow.
The rolling diaphragm concept removes this issue. A rolling diaphragm looks more like a bowl. However, it installs in the same way that a flat diaphragm does, but it has a constant effective area throughout the stroke of the valve. Even at very low flows, the valve does not hunt and produces rock-steady downstream pressures. This technology allows for minimum flow rates, down to 0 liters per second even in a 150-millimeter (6-inch) valve.
Low-flow bypass valves are not required. For a pressure management valve where pressure surges are not acceptable, this is an ideal solution. With just a few simple changes, even the most problematic valve installation can be tweaked to improve the valve’s operation. The improvements will enable the valve to run smoothly and accurately and will require as little attention as possible.
P&S
