

Unplanned downtime is one of the largest pain points for industrial manufacturers today, costing them an estimated $50 billion each year. The costs of downtime are even more poignant for the oil and gas industry, where revenue is directly related to critical equipment uptime. For example, midstream and upstream natural gas processing requires continuous operation of high-pressure ratio reciprocating compressors to reach pipeline pressures. Because the flow of gas is continuous, if processing is stopped, unprocessed gas is typically flared, resulting in a loss of product. Often, these compressors have few or no spares. So when they are taken offline for maintenance, operators frequently have no choice but to reduce capacity or stop the process, flaring the excess.
The adoption of digital technologies, such as the industrial internet of things (IIoT), promises to mitigate these threats by forecasting equipment failures in advance and catching faults before they lead to unscheduled shutdowns. However, in practice, several challenges arise when maintenance personnel and operations leaders work to implement an IIoT solution aimed at eliminating unplanned downtime.

Compressor valves are a large source of reciprocating compressor downtime. Although condition monitoring of reciprocating compressor valves has been around for a long time, a suitable technology to predict valve faults has been slow to mature. The best solutions available generally provide early warning only. Predicting compressor valve failures is difficult primarily for two reasons:
- Installation cost and reliability of the instrumentation and monitoring equipment for accurately predicting valve failures is not practical for many applications.
- Valve degradation is complex and irregular, making most prognostics approaches unreliable.
By addressing these challenges, prediction of valve failures can be enabled.
Reducing Retrofit Costs
With the fifth edition of the American Petroleum Institute (API) 670 standard, specific requirements for original equipment manufacturers (OEMs) to include provisions for monitoring points have enabled and encouraged the expansion of online condition monitoring for reciprocating compressors. Several common fault modes can be detected and diagnosed by instrumenting according to API standards, including rider band wear, crosshead wear, bearing faults and more. In particular, crank angle sensors and in-cylinder pressure monitoring, coupled with pressure-volume analysis, allows for the detection and diagnosing of valve failures, piston ring and packing leakage and system-level issues, such as changes in upstream process pressure and capacity control equipment faults.
Although most compressors in service have built-in mounting locations for condition monitoring instrumentation in accordance with API standards, many are not currently instrumented, particularly older equipment.
Retrofitting equipment currently in service faces several challenges:
- Assets may be in remote locations, limiting access to data.
- Large reciprocating compressors are high-cost critical assets, therefore there may be little redundancy, restricting available downtime for installation of instrumentation.
- Many monitoring points are invasive, and the required hardware can be expensive, such as crank angle and rod-drop sensors, increasing retrofit costs.
Faced with these obstacles, widespread adoption of condition-based maintenance (CBM) and predictive maintenance (PdM) has been slow for reciprocating compressors compared to other types of equipment. However, with the application of new and emerging digital technologies, CBM and PdM can be enabled by reducing the costs associated with installing monitoring systems on equipment already in service. Using a hybrid approach of physics-based models and machine learning algorithms, fewer monitoring points may be necessary to achieve the same value for a CBM or PdM program. Using newer, high-frequency sensing and data acquisition hardware, more information can be extracted from the monitored signals, providing enhanced insight into the equipment’s condition.
Lastly, with the application of prognostics methods, the time to failure and fault location can be explicitly estimated, allowing operators better clarity on when and where to apply maintenance, enhancing the value of their PdM program.
Prognosing Valve Failures
A prognostics algorithm was implemented on the instrumented compressors to predict remaining useful life (RUL) of the compressor valves. The prognosis algorithm provides much earlier warning for future valve faults compared to CBM approaches, as well as explicit estimation of the RUL of the equipment being monitored. In general, prognosing reciprocating compressor valve failures is challenging because degradation is highly nonlinear and occurs at various timescales. To address this, an intelligent prognosis approach was used that adapts the level of nonlinearity and the timescale of the degradation to the historical data available for each failure. To illustrate the behavior of a prognostics approach, an example of a failure that progressed over the course of several weeks at the processing plant was examined over time. As seen in Image 1, the RUL began to decrease in response to the downward trend in the data, long before the damage level has deviated significantly from the healthy condition.
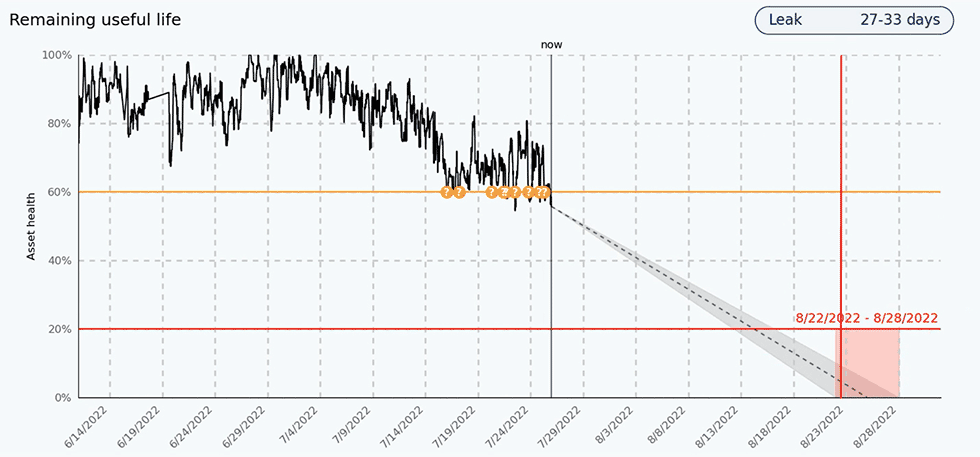
Quite often, machinery faults fail gradually at first and then rapidly near the end of life. Thus, once the severity of a fault has reached a level where alerts can be confidently triggered, it’s typically close to the end of life of the component. As illustrated in Image 2, warning thresholds for this fault triggered alerts repeatedly once the fault severity reached the warning threshold condition (red horizontal line). The earliest alerts may have been interpreted as false positives since the damage was still not significant. However, as seen in Image 3, the later warning alerts occurred only a few days before the failure, while the prognoser accurately predicted that the end of life was only a few days away. As time progresses and the prognostics algorithm consumes more history of the growing fault, the estimated failure date becomes more stable and the prediction more accurate.
Enabling Value Through Prognostics
Prior to the implementation of the valve prognostics solution, the oil company relied on periodically measuring the valve cap temperatures with portable equipment to determine if there was a leaking valve. Normally these measurements were expected to be performed daily, but this was not always the case depending on the daily maintenance workload and priorities. With the monitoring solution that was implemented, faults are tracked continuously, and alerts can be sent to field mechanics via text messages. When the periodic monitoring was combined with the prognostics solution, the oil company was able to see a five- to seven-day warning window on equipment failure. This has allowed maintenance personnel to plan work and maintain more urgent requirements while using fewer people. Furthermore, early warning of valve failure enables maintenance to be performed during shifts when down time is less expensive.

Historically, predicting reciprocating compressor valve failures has been difficult in practice because the required prognostics technology has not been mature enough. Until now, compressor operators have almost exclusively relied on condition monitoring to detect valve leakage after it has already developed, thus forcing maintenance personnel to react to valve failures after the fact. Furthermore, installing the equipment and instrumentation required for condition monitoring, let alone prognostics, is typically an expensive proposition. However, with the proper combination of physics-based and data-driven algorithms and the application of cutting-edge prognostics technology, prediction of valve failures before they are normally detectable with traditional means can be achieved.
Case Study
An oil company operates a processing plant in the Permian Basin as part of its midstream natural gas operations. The processing plant contains several reciprocating compressors to compress both sweet and sour natural gas to pipeline pressures. As part of a PdM pilot program, several of the compressors were instrumented and a PdM solution was implemented to predict valve leakage. The instrumented compressors were all refurbished 4-throw, 3-stage compressors. To predict valve leakage, a hybrid physics-based and data-driven approach was used, based on pressure-volume analysis. The compressors were instrumented with pressure transducers in the cylinder indicator ports and crank angle sensors to measure rotational position. One objective of the pilot program was to validate the performance of a new approach to predicting valve leakage using pressure-volume analysis that does not require a crank angle signal. This was accomplished by comparing the new approach to a more traditional approach.
Several challenges were present that made retrofitting the compressors difficult. The most significant challenges were the hardware lead time and required installation time. Rotational position systems and crank angle measurement instrumentation is not often readily available off-the-shelf and usually requires several weeks to months of procurement time.

Additionally, retrofitting a reciprocating compressor for crank angle measurement requires several hours of installation time to clean the install location, install the multievent band, align it with top dead center and install the position sensor with custom brackets to use only pre-existing tap locations. However, lead times of several months and installation times of several hours were not ideal for the customer. Furthermore, the cost of the hardware was prohibitive. Therefore, eliminating the need for crank angle measurements would greatly increase the value of the PdM solution and enable widespread adoption.
Leakage detection is performed using pressure-volume analysis. With pressure-volume analysis, a cylinder pressure signal is normally synchronized with the angular position as measured by a crank angle sensor. The volume of compressed gas can then be calculated as a function of angular position. Leakage is estimated by comparing the measured thermodynamics of the pressure versus volume against an ideal polytropic process.
To enable leakage detection without the use of crank angle measurement, the leakage prediction algorithms employ a hybrid physics-based and data-driven approach. The physics-based element relies on traditional pressure-volume analysis to estimate the amount of leakage, while the data-driven elements provide a means to extract the rotational position and calculate the volume directly from the cylinder pressure signal, thus eliminating the need for a synchronized crank angle sensor. As seen in Image 4, the rotational position estimated from the pressure signal matches closely with the measured rotational position. Hence failure predictions can be made with the estimated signal instead of the true signal, with little loss in performance.
