
Pumps & Systems, July 2013
One of the world’s leading manufacturers of roofing slate and architectural and aggregate slate products was dissatisfied with the cost of dewatering one of its North Wales sites. Operating from four quarries in North Wales, the company has supplied roofing slate and other materials for more than 200 years.

Image 1. The pumpset for this application uses a 150-millimeter (6-inch) centrifugal pump powered by a 224-kilowatt (190-horsepower) diesel engine. It is capable of a maximum flow rate of 525 cubic meters per hour (139,000 gallons per hour).
The Challenge
“Groundwater and rain regularly fill portions of the quarry,” Dafydd Wyn Williams, the quarry manager, said. “Without adequate removal of the water, the quarry cannot produce material and could lose about £50,000 ($77,000, U.S.) per day in production.”
Dewatering was conducted with two 100-millimeter (4-inch) submersible pumps driven by two diesel generators. Together, the two submersible pumps moved approximately 100 liters per second (1,585 gallons per minute) with a delivery head of approximately 55 meters (180 feet) and 350 meters (1,148 feet) discharge distance. These two pumps had replaced diesel-driven standard centrifugal pumps that failed to meet maintenance and reliability standards.
Looking for ways to reduce operating costs and decrease its carbon footprint, the quarry invited experts from a pump solution manufacturer to conduct a site survey and make recommendations for a complete solution.
The task was defined by three objectives:
- Reduce the environmental impact of the pumping application through better efficiencies
- Reduce operating costs
- Increase plant production by reducing pump downtime and providing faster dewatering (flows of more than 100 liters per second were often required)

The new packaged quarry solution
Two Possible Solutions
The pump solution provider presented a two-option proposal to demonstrate that a diesel pumpset would meet the stated goals. The first option offered a single 8-inch by 6-inch centrifugal pump that would exceed the combined flow rate of the two submersible pumps. The submersible pumps used were poorly sized for the system. Therefore, they were operating far from their best efficiency points (BEPs). Tailoring the pumpset offering to the site improved efficiency by up to 60 percent.
The second option proposed would more than double the flow rate to 268 liters per second (4,200 gallons per minute), with a similar efficiency gains, while maintaining the necessary head. This application demonstrated that major efficiency gains can be realized by upgrading to equipment that has higher peak efficiency and by selecting the pump(s) to operate as near as possible to the BEP.
While energy efficiency was a critical factor in this application, it was not the only factor. Where a non-submersible pump was proposed, the ability to operate reliably under high suction lifts was crucial to the quarry applications. Compromises must be made in the design phase of a centrifugal pump, and one of these involves the trade-off between maximum possible efficiency and lowest possible net positive suction head required (NPSHR). Generally, designing for the highest possible lift capability will have some impact on the pump’s maximum efficiency. The pump solution provider’s team recognized this fact and strived to optimize the balance between efficiency and NPSHR.
The expertise of the firm performing the site survey and making the recommendations was demonstrated in its ability to identify equipment that optimized all factors of the application. Each of the system designs proposed by the pump solution provider used pumps that balanced efficiency, reliability, serviceability and lift capability when driven directly by a diesel engine that was also running at its best efficiency speed and load. By comparison, the quarry’s previous dewatering system was not specifically tailored to the best efficiency operation of either the engines or the pumps.

The new solution for quarry dewatering
The Solution Choice
With the efficiencies of the proposed alternatives being comparable, the quarry operator’s decision was predicated on pumping capacity. After evaluating both options, the company selected the 150-millimeter pumpset (see Image 1). The company decided that the larger of the two alternatives was not necessary for its current operating levels. Even so, the lower capacity option greatly reduced monthly rental costs compared to what they had been for the old diesel-submersible system while also reducing fuel costs considerably.
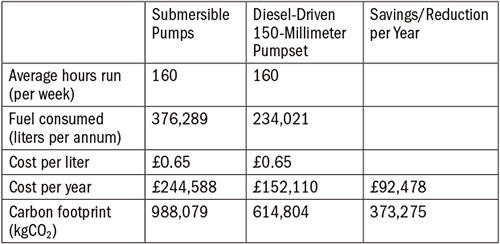
Table 1. Comparison of the previous pump system used at the quarry with the new solution
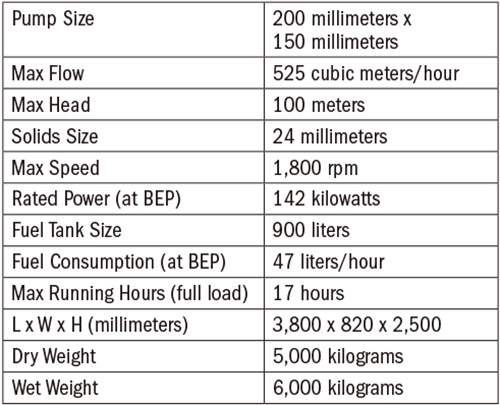
Table 2. Pump specifications
Table 1 compares the previous solution, using submersible pumps, with the new solution. The improved performance of the 150-millimeter option resulted in a reduction of approximately 30 percent in consumed fuel, at an estimated annual savings of £92,000 ($141,000 U.S.). The solution also reduced the carbon footprint by 373 tonnes (411 tons, U.S.) per year. Additionally, by employing the single-pump solution and contracting with the pump solution provider for ongoing service and support, the inevitable downtime problem that the quarry operators experienced was eliminated. P&S
