
Pumps & Systems, February 2013
No significant projects—such as a new power plant, wastewater municipal plant or paper mill—are designed from scratch. Instead, a similar, existing design is initially selected from the dozens of those previously designed and built. The design is then tweaked and modified to the new specifics. In most cases, existing proven technologies are applied, and rarely, drastic broad scale innovations are applied. Neither a design company, a builder nor an end user usually wants to be the first to try something new. New features and technologies are typically first tried on existing plants, on a limited and localized basis, to see if it works within a unit of a plant. Then, if they work, they are expanded further at a new plant.
Design Firms
Designing—to tweak existing blueprints—a large, new installation takes considerable time and expense, which justifies the employment of a large design company or several of them. The expertise, experience and scope of services required for such large projects fully validate this approach. The plant is designed, built and started, and the end user then takes over its operation. No detailed end user knowledge of pumps or construction logistics is required, other than the basic logistics of how to operate a well-built plant and which buttons to push to stay out of trouble. All of that is taken care of by the design company.
Small Operators
A small operator or end user, however, does not have the resources or the need to hire a major design firm. A family-operated oil terminal distributor cannot afford to employ such a company. A small—perhaps 800 gallons per minute—oil transfer project is too small to consider hiring a design firm. Also for a small addition to a process within a larger plant/installation, hiring a design/engineering team for two years of review and analysis is not practical. A simplified but reasonably dependable approach must be taken in these cases. The complexities of large scale design must be replaced by a simpler plan with fewer formulas and lower cost.
Example
Consider a simple project, and also assume that the operator’s pump knowledge is limited, but this operator has enough common sense to put a few simple things together. A family owns a small, specialty oil distributor that buys oil in bulk, adds a special chemical or a pigment and resells it to car enthusiasts who need that specific brand because they believe it makes the engine run better.
The business has reached 800 gallons of production need. To meet this demand, the operator must expand its operations. The facility is open from 6 a.m. to 6 p.m. pumping—almost continuously—9,600 gallons each day. For this reason, the operator has purchased a 10,000-gallon storage tank and is looking for a pump and associated piping (see Figure 1).
A similar example would be if fluid were being pumped to a boiler, digester or a general plant process. The operator has more questions than answers:
- Should the pump be located closer to the supply tank or to the delivery point, where observing and maintaining it might be easier?
- What size pipes should be used?
- What type pump should be bought, and what horsepower motor should it have?
The property has a bit of an incline (50 feet) from where the operator would like to position the tank to the point where delivery will occur. Perhaps the size of the operations yard is about 1,000 feet, and the operators want the tank to sit right behind the yard to keep the area clear.
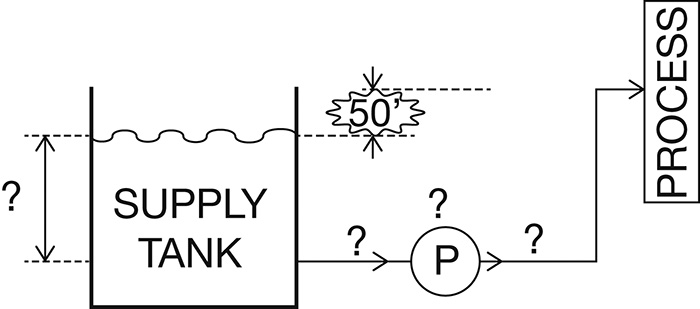
| Figure 1. Storage tank |
The pump needs to lift the oil 50 feet and overcome a friction drag of the 1,000 feet of pipe. If the pump is positioned near the tank, the 1,000 feet of pipe would be on the discharge side. If the pump is near the delivery point, then the pump must “suck” the oil to it, with the height of oil in the tank hopefully helping the oil flow better to the pump inlet.
The operator can use some help with the pipe sizing. First, size the suction for 5 feet per second velocity and discharge for 10 feet per second velocity. The first simple formula, relating flow, pipe diameter and velocity is:
V = flow/area = Q / [(π x d2) / 4] x 0.321
Where:
0.321 = a proper coefficient when flow is in gallons per minute (gpm) and pipe diameter is in inches (in Europe, this coefficient would obviously be in metric units).
Suction side: 5 ft/sec = 800 / (3.14 x d2)/4 x 0.321 – tank distance from pump, d = 8 inches (rounding off)
Discharge side: 10 ft/sec = 800 / (3.14 x d2)/4 x 0.321 – pump distance from the delivery point, d = 6 inches (rounding off)
The next step is to figure out how much pressure (due to pipe friction resistance and the 50-foot elevation difference) will be created within 1,000 feet of 6-inch (or 8-inch) pipe with 800 gpm flowing through it. That requires some hydraulics knowledge, but simple charts do exist, and/or end users can easily get this information from the Web (see Figure 2).
Figure 2 may appear confusing at first, since the friction loss (h) depends on the viscosity of the fluid (via a Reynolds number), and on pipe roughness. Assume the flow is turbulent (which is a good practical first guess assumption for most fluids, unless they are extremely viscous). This means that a friction coefficient is about 0.03.
If the pump is close to the tank, the piping is at the discharge size, and is 6 inches, with a 10 feet per second rule:
h = 0.03 x L/d x V2 / 2g = 0.03 x 1,000 / (6 / 12)
x 102 / (2 x 32.2) = 93 feet of losses + 50 feet elevation
= 143 feet
If the pump is near the delivery point, the piping is mostly at the suction size, and is 8 inches, with a 5 feet/second rule. In this formula, “g” is a gravitational constant.
h = 0.03 x L/d x V2/2g = 0.03 x 1,000 / (8/12)
x 52 / (2 x 32.2) = 17 feet of losses + 50 feet elevation
= 67 feet
If the pump is placed too far from the tank, the 67 feet of friction losses would need to be supplied by the height of fluid in the supply tank—a solution that is too tall, expensive and impractical. The operator should go ahead with the pump-near-the-supply-tank option, which means that there is no need for a tall tank, but a 143-foot discharge head must be overcome.
The operator can now calculate the horsepower required to pump 800 gpm against 143 feet of head:
BHP = (Q x H x SG) / (EFF x 3,960)
Where:
SG = specific gravity (for oil this is typically about 0.9)
3,960 = unit conversion coefficient
Because the operator has not chosen a pump yet, its efficiency is not known. With pressure from management for a decision, he picked a 50 percent efficiency pump (usually should be better):
BHP = (800 x 143) / (0.5 x 3,960) = 57.8 horsepower
The operator selected a 60-horsepower motor. A typical pump-motor unit costs about $100 per horsepower, and the cost is 60 horsepower x $100 ~ $6,000. Adding a baseplate, piping and installation, the operator is probably looking at a spending about $15,000 on the project.
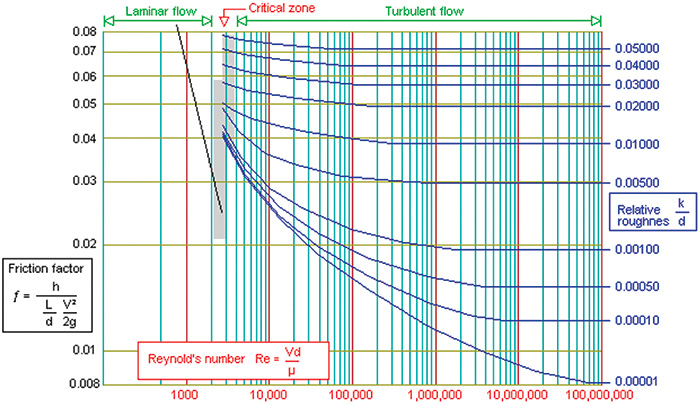
Figure 2. Sample online chart |
In many cases, this process gets the operator close enough to start, even with the approximations used and rules of thumb presented. With better efficiency, larger pipe size and other factors, the answer can be refined.
In the next article, we will refine the answer by using a more accurate value for the pump efficiency, and I will cover this topic in greater detail at the next Pump School session: www.pumpingmachinery.com/pump_school/pump_school.htm.
As homework, determine the exact efficiency for a pump required to move 800 gpm against 143 feet of head. Also determine the required impeller size. The answer is at www.mj-scope.com/pump_tools/pump_efficiency.htm.
Comments, questions, thoughts and corrections are always welcome. See you in class and keep on pumping. P&S
