
Knowing the application's demands and the sensor's capabilities is critical for accelerometer selection.
Vibration monitoring of critical and auxiliary pumping systems helps improve machine reliability, safety and production capability. Pumps produce vibrations indicative of running condition, incipient faults and component failure. These vibrations appear at specific frequencies across a wide spectrum.Industrial piezoelectric accelerometers provide the dynamic and frequency ranges required for complete pump monitoring. Vibration is an integral part of an effective, predictive maintenance program, enabling the early detection of failure modes such as impeller erosion, pump imbalance, shaft looseness, coupling problems and cavitation. The vibration sensor that is for the application will depend on the frequencies of interest and the type of pump being monitored.
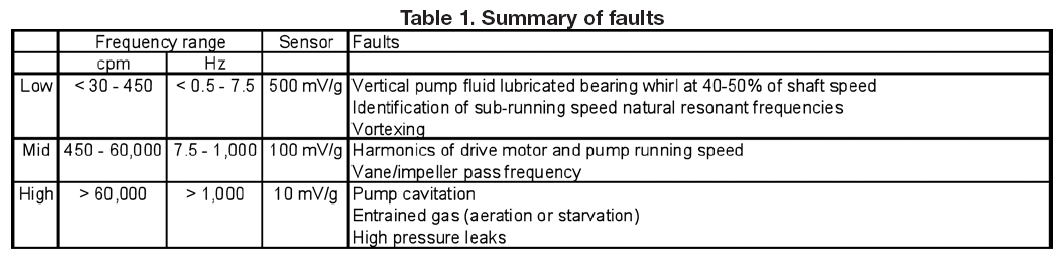
Fault-Based Sensor Selection
Most pumps can operate from 450 to 3,600 cpm (7.5 to 60 Hz) depending on site pumping requirements, available horsepower, drive and gearing. General-purpose accelerometers, those with an output of 100 mV/g, are adequate for these mid-band frequencies. However, pump faults can cause vibrations across a wide frequency range. Accelerometers should be selected based on the faults and ranges of interest.
Very Low-Frequency Monitoring
Many destructive system faults appear at very low frequencies and can be identified by accelerometers, which can sense problematic vibrations in the 0.5 Hz (30 cpm) range. One such fault is vertical pump fluid lubricated bearing whirl, which occurs at 40 to 50 percent of the shaft speed. Other examples that can be detected with low frequency accelerometers include the identification of sub-running speed natural resonant frequencies of the discharge head and support structures; destructive surge pulsations that can be as low as 6 cpm (0.1 Hz); and low-frequency, unsteady broadband distribution of many peaks indicative of turbulence (vortexing).
Motion in terms of acceleration is very low at these frequencies. When low amplitude vibrations are measured near the electronic noise floor of the sensor or monitoring instrument, the signal to noise ratio can corrupt the real signal. Problems such as ski slope and low-frequency roll off can make it difficult, if not impossible, to discern the real signal. In these circumstances, higher sensitivity sensors (500 mV/g units) must be used to fully characterize these low-frequency, low-level signals.
However, most measurements are recorded in terms of velocity units, accomplished by electronically integrating the acceleration signal into velocity. This filtering is another source of noise and should be considered when choosing a monitoring solution. The best way to accomplish this is to use a high sensitivity accelerometer and externally integrate the signal to velocity. Start with a 500 mV/g sensor for the best signal to noise ratio. This will enable you to read normal pump vibrations, typically at 0.04 inches per second or lower, and to maintain a signal-to-noise ratio of greater than 80 db even at low speeds.
Mid- to High-Frequency Monitoring
Many pump vibrations are directly related to the running speed of the pump (or multiples of the running speed) and the motor drive system. These vibrations occur in the mid- to high-frequency range of 450 to 60,000 cpm (7.5 to 1,000 Hz). These examples include harmonics of drive motor and pump running speed and vane/impeller pass frequency.
Signal-to-noise ratio problems are rare in this frequency range due to the strong vibration signal. Most general purpose vibration sensors (100 mV/g) provide a strong enough signal to be easily measured without fear of signal corruption.
Very High-Frequency Monitoring
Very high frequency vibrations usually represent an abnormal condition. Generally, above 300,000 cpm (5,000 Hz) high-frequency mechanical events appear as a broadband random noise signal. High-frequency mechanical noise can be caused by pump cavitation, entrained gas (aeration or starvation) and high pressure leaks.
High-frequency vibrations can also indicate incipient faults on bearings, casings, rotors, and piping. They are usually identified using high frequency accelerometers, which have the signal high pass filtered to remove the low frequency components which mask the signal of interest. High frequency signals, however, can overload the sensor and disturb low frequency data. High-sensitivity, low-frequency accelerometers are especially susceptible to this high frequency overload problem. Sensor overload causes low-frequency distortion and may obscure valuable sub-rotational and harmonic running speed information.
To solve this problem, select a 10 mV/g accelerometer designed to greatly reduce high-frequency overload and the chance of low-frequency signal corruption. These sensors will better handle the high-frequency, high-amplitude signals generated from the above conditions. Another advantage of lower sensitivity sensors is that they tend to be smaller in size resulting in a higher resonance frequency.
Equipment-Based Sensor Selection
If a pump has never experienced a specific past problem to watch for, then general health monitoring will cover the broadest range of problems. General purpose 100 mV/g sensors, with a frequency range from 0.5 to 14,000 Hz, are appropriate for most pumps. Even knowing this, the multitude of pump varieties can make monitoring techniques unclear. The information below can help cut through some of the complexity.
Horizontally Mounted Centrifugal Pump Monitoring
Accelerometers are mounted perpendicular to the shaft rotation on the pump bearing housing, as close to one bearing as possible. An axial measurement can be made near the pump casing. While mounting both a vertical and horizontal sensor is best, if only one direction is to be monitored, the horizontal direction is usually preferred. Vibration monitoring of horizontally mounted centrifugal pumps can detect problems related to soft foot, cavitation, balance, alignment, flow and bearing wear.
Vertically Mounted Centrifugal Pump Monitoring
Two accelerometers should be mounted near the bearing housing, 90 degrees from one another, perpendicular to the shaft rotation. An axial measurement in the vertical direction can be made near the pump casing. General-purpose accelerometers will detect flow-related problems, bearing wear effects, cavitation, drive shaft problems and structural resonance.
Between-Bearing Pump Monitoring
General-purpose accelerometers should be mounted perpendicular to the shaft, in the horizontal and vertical direction, on both the inboard and outboard side. Sensors monitoring the frequency range of interest can detect problems related to cavitation, balance, alignment, flow and bearing wear.
Vertical Turbine Pump Monitoring
On vertical turbine pumps, also called bowl pumps, general-purpose accelerometers should be mounted on or near the stuffing box in the horizontal direction, coincident with the suction or discharge piping. Special precaution should be taken to ensure that the electrical connection is protected against water spray. A second measurement should be made at the top of the motor. In extreme cases, vibration measurements on the pump bowl may sometimes be necessary. Vibration sensors can detect problems related to flow, bearing wear, cavitation and column resonance.
Additional Vibration Monitoring Considerations
Additional influences that must be considered in accelerometer selection include galvanic corrosion, turbulence and environmental factors. Users should be certain to identify connectors that have been IP68 rated to protect against the ingress of moisture into the connection. The same consideration should be given to cable selection to ensure that the properties of the cable protect it from chemical exposure, radio frequency (RF) interference and electrostatic discharge.
When production depends on early fault detection, sensor selection becomes critical. In many pumping system applications, vibration sensors provide superior signal integrity and a clearer picture of the machinery health. Quality measurements begin with using the proper sensor for the job.
Pumps & Systems, June 2011
