
Pumps & Systems, September 2007
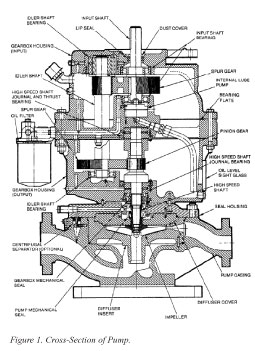
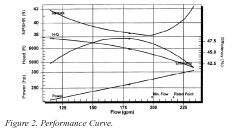
The pump is a 300-hp integrally geared propylene product pump in a Gulf Coast olefins unit that operates at 25,000-rpm and produces 6000-ft of head (see Figures 1 and 2). The suction and discharge pressures of the pump are 250-psig and 1500-psig, respectively.
Reproduced with permission of the Turbomachinery Laboratory (http://turbolab.tamu.edu/). From Proceedings of the Twenty-Third International Pump Users Symposium, Turbomachinery Laboratory, Texas A&M University, College Station, Texas, pp. 1-5, Copyright 2007.
Two of these pumps were originally installed in 1984, with a third installed in 1989 because of a unit expansion. Two eddy current probes measure the high speed output shaft vibration and are connected to an online vibration spectrum analyzer. The reliability of the pumps was improved in 1995 when the original stainless steel impeller and inducer were replaced with titanium to raise the output shaft critical speed above the pump operating speed.
In 2001 the reliability of the pumps became a large issue when, due to business constraints, the unit reliability became very critical. A total of seven failures occurred on the three pumps in approximately nine months time in 2001.
Original Problem: Excessively High Radial Vibration
The pumps were originally installed with the original equipment manufacturer (OEM) standard stainless steel impeller and inducer. Typical synchronous vibration levels for the pumps were approximately 3-mils to 4-mils at an operating speed of 25,000-rpm. As could be expected, this was very detrimental to the reliability of the seals.
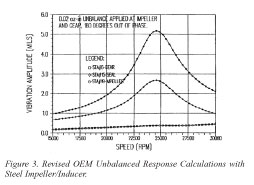
The end-user questioned the OEM about the possibility of a resonance problem with the high speed output shaft and its first critical speed. Originally, the OEM had calculated that the first critical was above the operating speed. However, reverification of the calculations showed that the operating speed was nearly on top of the first critical, which was predicted at 24,500-cpm (see Figure 3).
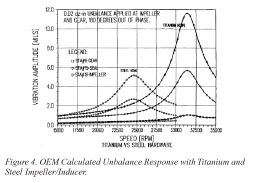
Since the overhung weight of the impeller greatly affected the critical speed, the impeller and inducer were changed to titanium. This raised the predicted critical speed to approximately 31,500-cpm (see Figure 4). This lowered the measured vibration in the field to approximately 1.0-mils to 1.5-mils and greatly improved the reliability of the pumps.
 Current Problem
Current Problem
Prior to 2001, the service for the pumps was rarely in need more than two to three months at a time. The pump might be idle for several months and then restarted based on business needs.
Since then, the business climate changed and the pump service was required nearly 100 percent of the time. The pumps were only shut down due to turnaround or other unit downtimes. During a nine-month period of time beginning in 2001, there were seven failures of the three pumps. The total cost of these failures was approximately $375,000. The most common causes of failures were:
Gearbox Oil Leaks
There were constant problems with upper gearbox seal leaks. The upper gearbox seal was originally a single lip seal. To reduce the leakage, another lip seal was installed on top of the original, but this did not reduce the leakage significantly. Even a slight gearbox oil leak could be a problem because the gearbox case was the lube oil reservoir, which gave it a small capacity.
High Vibration
Even though the vibration had been reduced substantially with the change from stainless steel to titanium hardware, synchronous vibration continued to be a problem. Vibration levels would begin to exceed 2-mils, which at 25,000-cpm was excessive.
After approximately six months of operation this vibration would begin to damage the bearings and gears in the gearbox. Since the vibration was all synchronous, it was suspected that the increase in vibration was caused by the buildup on the rotor, described below.
Failed Secondary Process Seal
The pump was equipped with a tandem, pusher style seal arrangement, with an API Plan 52 that was vented to flare. The primary process seal was normally found to be in excellent condition. However, the secondary seal would always show signs of dry running and excessive heat.
This was evident as well from the buildup of burned oil on the output shaft.
Likewise, this buildup on the shaft certainly contributed to the unbalance of the rotor. There were several factors that contributed to the failed secondary seal:
• Poor circulation of the buffer fluid - This was primarily due to the design of the original API Plan 52, which incorporated a separate heat exchanger from the carbon steel seal oil reservoir (see Figure 8).
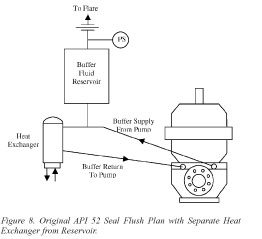
Additionally, the original 3-gal reservoir was constructed from 8-in pipe, which made it quite short in length. This, combined with the heat exchanger separate from the reservoir, reduced the thermo-siphon effects in the system. There was no measurable temperature differential across the buffer fluid exchanger (i.e., no flow and no thermo-siphon). This caused the temperature of the buffer fluid around the secondary seal to rise considerably and possibly flash, which contributed to the heat buildup at the secondary seal.
• Poor secondary seal rotating face design - The original secondary seal design incorporated a design where the sleeve and rotating face are one-piece steel, with the face of the seal coated with tungsten carbide, similar to a "top hat" in appearance (Figures 9 and 10).
At high surface speeds, this can create seal problems due to the bond between the coating and the steel, along with the fact that the steel does not conduct away the heat produced by the seal as well as solid tungsten carbide.
Modifications
Magnetic Upper Gearbox Seal
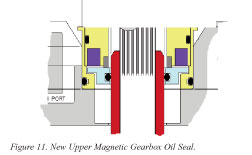
As mentioned above, the upper gearbox lip seal leaked excessively, even if two lip seals were stacked on top of each other. The lip seals on the input shaft were replaced with a new magnetic seal to reduce oil leaks out the top of the gearbox (see Figure 11).
Seal Oil System Modifications
To improve the circulation of seal buffer fluid, the original reservoir and exchanger were replaced with a stainless reservoir (made from 6-in pipe) with an internal cooling coil. This greatly reduced the restriction in the buffer fluid circulation loop because the pressure drop through the new reservoir is very small compared to the prior set up of passing through shell side of the small shell-and-tube heat exchanger.
Likewise, this arrangement better utilizes the capacity of the seal reservoir to increase the effects of the thermo-siphon. Additionally, the small 0.5-in stainless steel tubing from the pump to the reservoir was replaced with new .75-in stainless steel tubing that sloped continuously down to the pump with large radius bends.
Secondary Seal Modifications
To further improve the reliability of the secondary process seal, the one-piece "top hat" design discussed above was replaced with a two-piece design that incorporated a separate 17-4 PH sleeve and solid tungsten carbide rotating face. This increases the seal's ability to conduct heat away from the faces and eliminates problems with the tungsten carbide coating on the steel face.
Improve Lower Bearing on Output (High Speed) Shaft
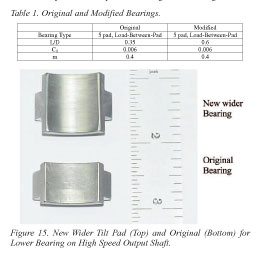
To reduce the vibration of the output shaft, a modified tilting-pad bearing was selected. The axial width of the bearing was increased from 0.6-in to 0.9-in, while maintaining the same radial clearance and preload (Table 1 and Figure 15).
This was an alternate bearing design, provided by the OEM. This reduces the bearing load and increases the effective damping provided by the bearing because it reduces the stiffness for approximately the same damping. This lowers the predicted critical speed slightly, but also reduces the amplification factor as well. The vibration at the probes is reduced (Figure 16), which compares the predicted maximum amplitude at the shaft probes with both the modified and original bearing.
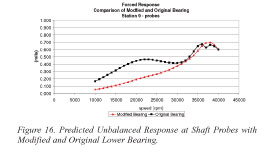
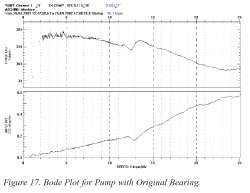
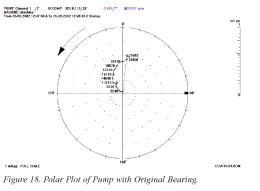
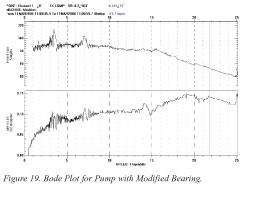
Bode and polar plots for the pump with the original and modified bearings are shown in Figures 17 to 20. As can be seen, the synchronous amplitude has been reduced from 0.6-mils to 0.15-mils, which is very close to the predicted change shown in Figure 16.

Results
These modifications were made to the three pumps in May through August of 2002. Since the modifications, there has not been a pump failure. After the bearing modifications, the synchronous amplitude of the vibration dropped from 0.6-mils to approximately 0.15-mils.
The total cost of these modifications to all three pumps was less than $50,000. The increase in reliability of these pumps has eliminated the need for a $500,000 pump replacement project that was planned to install new pumps to increase the unit reliability.
Conclusions
The reliability of these pumps was greatly increased by the combination of several minor modifications that reduced the synchronous vibration, increased the buffer fluid circulation, improved the secondary seal performance, and reduced the gearbox oil leakage.
