
Pumps & Systems, July 2013
Continuing its commitment to safe quality food (SQF) standards, one of the world’s largest dairy processors chose a system integrator to implement a completely computerized data collection, storage and reporting system. Since the initial execution, the system is reaping benefits of time and expense savings, data entry error reduction, increasing efficiency and more accurate reporting. In one process, the upgrade reduced manual data entry by 80 percent. Multiply those gains for several plants and dozens of processes—such as receiving, pasteurization, batching (cheese vats), de-wheying, cooking, molding, brine and packaging— being performed manually, and the savings are tremendous.
New Regulations
Motivated by new federal government regulations and inspired by its commitment to quality, the dairy processor began paperless reporting at one Wisconsin manufacturing plant, with plans to implement the initiative throughout company operations. The computerized data solution included accurate and timely reporting by incorporating process data already gathered from an existing control system’s data collection processor and deploying a new document retention solution with custom reporting.
The record solution’s scalability allows for collection and reporting on an array of process data. The flexibility of the system enables data collection at different points in the operation—including during packaging, in the lab, at cookers and directly at each cheese vat.
Manual Collection Replacement
The dairy producer can follow the data pertaining to any batch of cheese through the entire records process, including the four to five data entry points at which information was previously collected manually on paper. Data is no longer written down at each step in the process. Because of this automation, records are no longer subject to errors, time delays and redundancy of information.
All information for a production run is electronically captured, time-stamped and archived. This allows for accurate and immediate retrieval and analysis. Production records are also efficiently retained for ongoing government-required record keeping—a bonus to the processor’s SQF procedures. 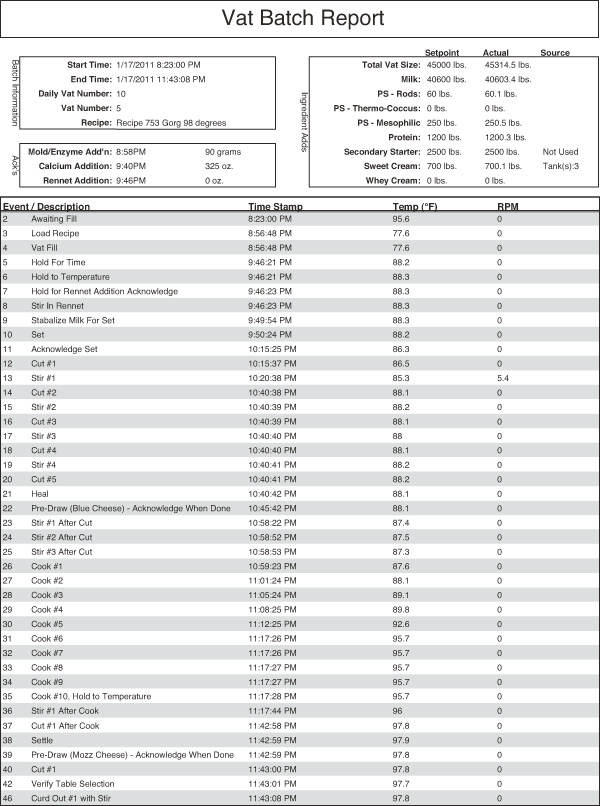
A vat batch report is an example of the types of data that the instrumentation records.
In-Company Data Use
The processor also benefits from easily accessible data for mock recalls that it performs twice per year as part of its quality control. It can quickly and accurately pinpoint lot data, vat data and ingredient data, all in an effort to identify and isolate product issues that will benefit future production.
In addition to gaining daily operation efficiency and audit procedure improvements at the local plant, the processor can determine how this electronic data capture benefits operations at the corporate office. Plant data that was previously submitted on hand-written sheets, recorded in an Excel file and later re-entered into an enterprise resource planning (ERP) system, is now sent electronically. A custom report generates only the key pieces of information the operator needs for ERP entry, bypassing the need to transpose values from the paper records into Excel. This single process reduced the time required for manual data entry by several hours per week. This change saves hundreds of labor hours each year, helps reduce clerical errors and improves data availability.
From a single station to a production line, and across the enterprise, the processor can now meet and exceed its SQF goals because of these powerful reporting and process trending tools. The computer solution provider has been able to provide critical insight into the performance parameters that help improve yields, enhance quality, reduce expense and ultimately grow profits—offering production within an efficient, paperless environment. P&S
