
Tests show that solid-body plastic pumps are the best choice for oscillating applications.
The demands that oscillating-displacement pumps place on their materials of construction are extreme due to the constant alternating stress to which they are subjected. In contrast to rotating machines— such as centrifugal pumps, where the load builds gradually when the machine is started and then remains constant—the components of an oscillating machine (diaphragm or piston pumps) are subjected with each single discharge stroke to continuous alternating stress between the maximum delivery pressure and the maximum vacuum in suction operation.
In the ongoing contest to determine the best pump materials of construction, the general opinion about metal versus plastic can be reduced to the following relationships:
- Metal is “tough but restricted.”
- Plastic is “weak but intelligent.”
- Plastic Advantages
However, when you get right down to it, the big advantage of using plastic as a pump material lies in their exceptional resistance to all types of chemicals. On the other hand, metals—such as stainless steels to the more exotic alloys—only cover a narrow chemical-resistance band. These metals are also expensive and can be difficult to machine. In the simplified resistance list of selected materials shown in Figure 1, the weaknesses of stainless steel with respect to acids, alkalis and salts can be seen quite easily. Aluminum does not need to be discussed at all.
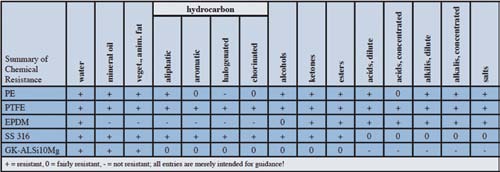
Figure 1. Resistance of materials
In an era in which pump manufacturing has been dominated by steel, we have developed a feeling for knowing how much a millimeter-thick steel sheet, or an M8 bolt, is capable of withstanding. In the case of plastics, this feeling is virtually non-existent. When choosing plastic over steel, it is of profound importance to know that the mechanical strength value of thermoplastic is just one-tenth the strength value of steel.
Several other properties of plastics must be kept in mind—such as deformation under load, narrow temperature application limits, high thermal expansion and cold flow. The design of a component must be suitable for plastic and cannot simply be derived from metal. This applies, in particular, to the housing parts of oscillating machines.
Material Choices
Creating the best plastic pump relies on selecting the best materials of construction for the required processes. The most common plastic pump materials are polyethylene (PE) and polypropylene (PP), which generally possess good chemical-resistance properties. Both are polyolefins with almost identical chemical and temperature behaviors.
These materials differ considerably in several other properties, however. Tests that were conducted based on the sand-slurry method confirm that PE has an abrasion resistance that is seven times higher than PP and 1.6 times higher than steel (Figure 2). For numerous applications, this high abrasion resistance plays an essential role—for example, for pickling baths in electroplating, printing inks, the transport of milk of lime for wet desulfurization, ceramic material and glazes in the ceramic industry.

Figure 2. Sand-slurry method wear factors
A further difference between PE and PP lies in the fact that PP is capable of being injection-molded, whereas PE is normally not. PE can also be rendered conductive (antistatic) by the addition of conductive pigments. This is not possible with injection-molded PP.
Polytetraflouroethylene (PTFE) and the related perfluoroalkoxy (PFA) have almost universal chemical resistance, albeit with low strength values. PFA is capable of being injection-molded with considerable expenditure (Hastelloy molds) but not in a conductive version. PTFE, also intermixed with conductive pigments, must be pressed and sintered and can subsequently only be mechanically machined.
Higher resistance requirements can also be met with the use of polyvinylidenefluoride (PVDF), although it does not have the chemical-resistance properties of PTFE. PVDF is capable of being injection-molded, but it cannot be rendered conductive.
To a small extent, polyacetal (POM) is also normally used in injection-molded form, but it is only of secondary importance due to its limited chemical resistance.
Body Type Options
After the proper plastic is selected, the next crucial question is which type production process should be used: injection molding or solid-body. Despite the fact that an injection mold is expensive to produce, the individual part is low-cost. Injection-molded parts should be thin-walled and have the same wall thickness throughout. This is not a problem for the unstressed housing of a kitchen appliance, but it is for the pump chamber of a diaphragm pump subjected to alternating stress.
Efforts are being made to exploit the maximum processible wall thickness and to stabilize the design by means of diverse ribbing. Nonetheless, external metal parts for stiffening purposes can hardly be dispensed with. Plastic pumps are now used, particularly due to their resistance, for the transport of aggressive media because aggressive atmospheres constantly prevail, attacking and corroding any metal parts.
Owing to the low specific weight of the plastics and the low weight of the injection-molded component, the total design is lightweight, which is not necessarily desirable for an oscillating machine, as the motion is transferred to surrounding system components (such as the pipes). Pneumatic diaphragm pumps, in particular, are frequently operated without foundation fixing. Their low dead weight often results in the pump “wandering” in an uncontrolled manner.
An injection-molded pump has the advantage of needing less material during construction and usually results in a more favorable price. To be taken into account in the decision, however, is the fact that the manufacturer is then restricted to selecting plastics that are capable of being injection-molded. This also means that the use of abrasion-resistant PE and PTFE—with their high chemical resistances—cannot be used.
Injection-molded pumps can-not be used in potentially explosive atmospheres, since apart from POM, which can only be used in a limited way for the aforementioned reasons, no conductive plastic capable of being injection-molded is currently available for industrial use. Based on a series of intensive tests that were recently carried out relating to electrostatic charges on plastics and the relevant results, as well as some unfortunate experiences, only conductive units may currently be used in potentially explosive atmospheres and for the transport of potentially explosive liquids.
Note, also, that the very expensive injection molds needed for these bulky parts make the response to changed or extended market requirements difficult, and give rise to inflexibility in meeting special application-specific requirements.
All these considerations combine to produce an almost-inevitable answer to the injection-or-weight question. The answer is weight!
The Solution
Only a solid plastic body can provide the necessary weight for an oscillating pump. The individual components can be designed so that the required thickness of each wall is arranged where it is needed (Figure 3). The mechanical machining of a solid plastic block is economical thanks to modern computer numerical controlled (CNC) technology, which enables far tighter tolerances to be achieved than those with injection-molded parts.
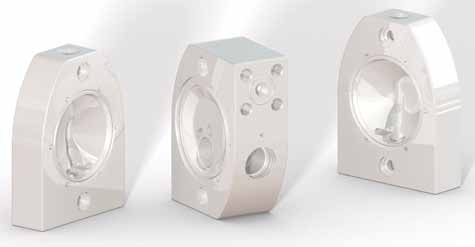
Figure 3. Different wall thickness
Injection-molded parts need compensation for the variations from surrounding parts, such as tightening straps and seals. The occurring loads are absorbed by the solid-plastic component itself.
No external reinforcements (for example, metal) are necessary. This allows the complete external unit to be designed completely without metal, which is always subject to a risk of corrosion.
A pump with a solid design is also better able to withstand external attacks, such as damage due to improper handling. In addition, a solid block absorbs the often disputed, but still existing, loads from the connecting pipes. The external surface is smooth and without grooves. Because all housing parts can be mechanically machined, changed market requirements and special construction parameters can be met quickly and without significant expenditure.
A quick reminder about conductivity: with a solid construction, virtually anything can be realized in design. Both PE, as well as PTFE, can be given a surface resistance (less than 105 Ohm) during the construction process by the introduction of conductive pigments (Figure 4). In other words, electrostatic charge is reliably excluded, provided the unit is earthed. In compliance with the highly restrictive requirements of the FDA in the U.S., it is now possible to achieve an approved conductive pigment admixture below 2 percent, enabling pharmaceutical applications in potentially explosive atmospheres.

Figure 4. Conductive pigments added during construction to give a surface resistance.
Conclusion
Admittedly, a few minor disadvantages can be found in oscillating pumps that use a solid-construction design. The construction process requires a bit more raw material, and that may result in a slightly higher price. However, remember that two of the more popular and reliable types of plastic—PE and PTFE—cannot be injection-molded.
When considering materials of construction for industrial pumps that rely on oscillating-displacement operation for handling a wide variety of sensitive, corrosive or potentially explosive products, plastic is the best choice when compared to steel, stainless or alloys. Also when considering the construction of plastic pumps, thanks to their solid design, added weight, wider array of available material options and overall reliability, pumps constructed of solid plastic are a better choice than those made using the injection-molding manufacturing process.
Pumps & Systems, December 2011
