
This primer presents basic surge control principles and the functions of various valves associated with pumping stations.
Water pipelines and distribution systems are subjected to surges almost daily, which over time can cause damage to equipment and the pipeline itself. Surges are caused by sudden changes in fluid velocity and can be as minor as a few PSI to five times the static pressure. The causes and effects of these surges in pumping systems will be discussed, along with equipment that is designed to prevent and dissipate surges. Reference will be made to typical installations and examples so that an understanding of the applicable constraints can be gained.
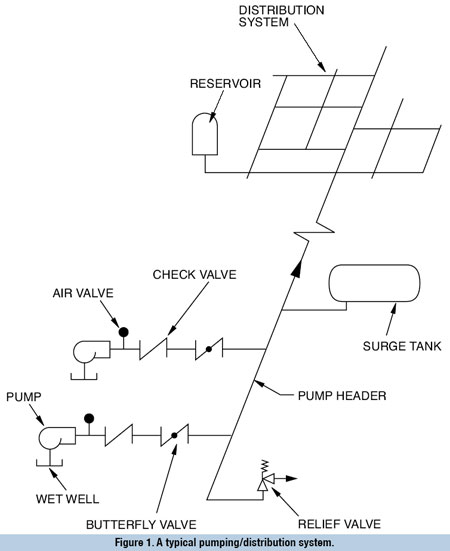
Figure 1 illustrates a typical water pumping/distribution system where two parallel pumps draw water from a wet well, then pump the water through check and butterfly valves into a pump header and distribution system. A surge tank and relief valve are shown as possible equipment on the pump header to relieve and prevent surges. Each of these will be discussed in greater detail.
Causes and Effects
Surges are caused by sudden changes in flow velocity that result from common causes such as rapid valve closure, pump starts and stops, and improper filling practices. Pipelines often see their first surge during filling when the air being expelled from a pipeline rapidly escapes through a manual vent or a throttled valve followed by the water.
Being many times denser than air, water follows the air to the outlet at a high velocity, but its velocity is restricted by the outlet, thereby causing a surge. It is imperative that the filling flow rate be carefully controlled and the air vented through properly sized automatic air valves. Similarly line valves must be closed and opened slowly to prevent rapid changes in flow rate.
The operation of pumps and sudden stoppage of pumps due to power failures probably have the most frequent impact on the system and the greatest potential to cause significant surges. If the pumping system is not controlled or protected, contamination and damage to equipment and the pipeline itself can be serious.
The effects of surges can be as minor as loosening of pipe joints to as severe as damage to pumps, valves, and concrete structures. Damaged pipe joints and vacuum conditions can cause contamination to the system from ground water and backflow situations. Uncontrolled surges can be catastrophic as well. Line breaks can cause flooding and line shifting can cause damage to supports and even concrete piers and vaults. Losses can be in the millions of dollars, so it is essential that surges be understood and controlled with the proper equipment.
Surge Background
Some of the basic equations of surge theory will be presented, so an understanding of surge control equipment can be gained. First, the surge pressure (H) resulting from an instantaneous flow stoppage is directly proportional to the change in velocity and can be calculated as follows:
H= av/g
where:
H = surge pressure, ft water column
a = speed of pressure wave, ft/s
v = change in flow velocity, ft/s
g = gravity, 32.2 ft/s2
The speed of the pressure wave (a) varies with the fluid, pipe size, and pipe material. For a medium sized steel line, it has a value of about 3500-ft/s. For PVC pipes, the speed will be far less. For a 12-in steel line with water flowing at 6-ft/s, the magnitude of a surge from an instantaneous flow stoppage is:
H = (3500 ft/s)(6 ft/s) / (32 ft/s2)
H = 656 ft water column
This surge pressure of 656-ft (285-psi) is in addition to the static line pressure; therefore, the resultant pressure will likely exceed the pressure rating of the system. Further, this high pressure will be maintained for several seconds as the wave reflects from one end of the piping system to the other end, causing over pressurization of pipe seals and fittings. Then after a reflection, the pressure wave may cause a negative pressure and vacuum pockets for several seconds, allowing contaminated ground water to be drawn into the system through seals or connections.
Even higher velocities than the pumping velocity are attainable in long piping systems. If the pumps are suddenly stopped due to a power failure, the kinetic energy of the water combined with the low inertia of the pump may cause a separation in the water column at the pump or at a highpoint in the pipeline. When the columns of water return via the static head of the line, the reverse velocity can exceed the normal velocity. The resultant surge pressure can be even higher than the 656-ft calculated above.
Transient analysis computer programs are normally employed to predict column separation and the actual return velocities and surges. transient programs can also model methods employed to control column separation, such as the use of a surge tank, vacuum breaker, or air valve. These solutions will be discussed in greater detail.
Thus far, the changes in velocity have been described as "sudden." How sudden must changes in velocity be to cause surges? If the velocity change is made within the time period, the pressure wave will travel the length of the pipeline and return, the change in velocity can be considered instantaneous, and the equation for surge pressure (S) given earlier applies. This time period, often called the critical period, can be calculated by the equation:
t = 2 L/a
where:
t = critical period, sec
L = length of the pipe, ft
a = speed of the pressure wave, ft/s
For the earlier example of the 12-in line, the critical period would be as follows for a 4-mi long steel pipeline:
t = 2 (21,120 ft) / (3500 ft/sec)
t = 12 sec
To cause surges, a pump does not need to stop quickly nor does the valve need to close instantaneously (or even suddenly). A normal flow stoppage of 5 or 10 seconds may cause the maximum surge in long pumping systems. It follows that surge control strategies should be employed on all long pipelines.
Pumps
Referring again to Figure 1, a key to controlling surges in pumping systems is to control the rate of increase and decrease of the flow velocity into the system. Pumps should be sized for the expected flow requirements. Multiple pumps can be used to match varying demands for water. Oversized pumps can create havoc in certain pumping systems.
Special pump motor control systems are available to slowly ramp up and ramp down the pumps by controlling the electrical drive of the pump. These systems control supply and can prevent surges during normal pump operation. However, after a power failure the motor controls become inoperative and the pump will trip instantly and cause a sudden stoppage of flow.
Some pump station designs employ multiple pumps so that when one of the pumps is started or stopped, the stopped pump has a minor impact on the overall pipeline velocity. However, these stations are likewise faced with the severe impact of a power failure. Almost all pumping systems need additional surge equipment to prevent surges after a power failure.
Vertical pumps and Well Service Air Valves
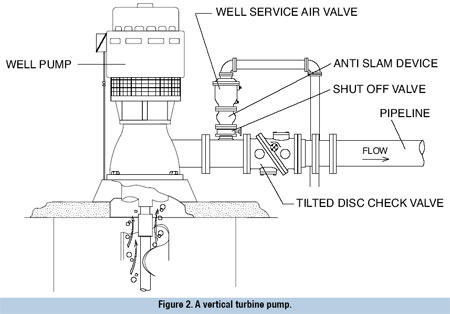
Vertical pumps, as shown in Figure 2, lift water from a tank or wet well into a pipeline. When the pump is off, the suction water level is below the pump discharge pipe. The pump column refills with air after each pump stoppage.
Air valves play an important roll in automatically venting the pump column air and controlling surges in pump columns. If the vertical turbine pump is started without an air valve, the air in the pump column would be pressurized and forced through the check valve into the pipeline, causing air related problems. Air valves for pump discharge service, called well service air valves, are similar to air/vacuum valves but are equipped with either a throttling device or anti-slam device, and are designed to exhaust air on pump start-up and admit air upon pump shut down.
As shown in Figure 3, the well service air valve is a normally-open, float-operated valve which relieves the air in the pump column rapidly. When water enters the valve, the float automatically rises and closes to prevent discharge of the water.
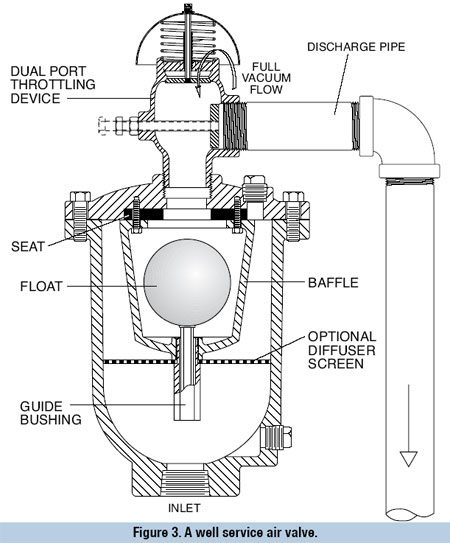
Throttling devices are provided on the outlet of 3-in and smaller valves to control the rate of air release, especially with slow opening pump control valves. The throttling device is adjusted with the external screw to slow the rise of the water in the pump column. However, after pump shutdown, a second port on the top of the throttling device provides full flow into the pump column to relieve the vacuum. The dual port throttling device is important because it provides full vacuum flow and prevents contaminated water from being drawn into the pipeline, which can happen if the device has a common exhaust and vacuum connection.
When a power operated pump control valve is used with a vertical pump, an air release valve equipped with a vacuum breaker can be used, as shown in Figure 4. In this case, the pump is started and the opening of the control valve delayed a few seconds so that the air release valve can expel the air slowly through its small orifice.
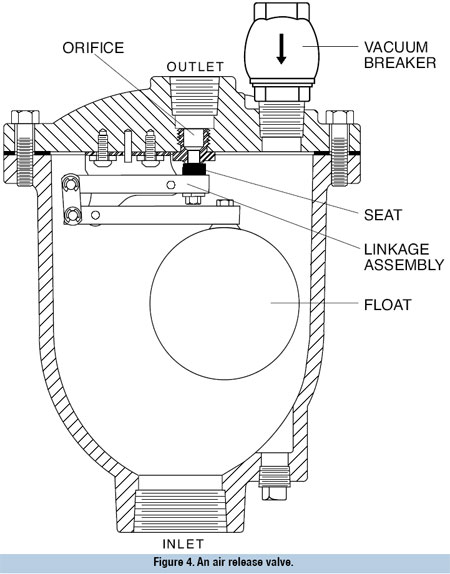 During the process, the pump column will become pressurized to the pump shutoff head and force the air out at high pressure. The momentarily trapped air will act as a cushion to control the rise of the water in the pump column. The valve orifice is sized to control therise of the water to a safe velocity, typically 2-ft/s.
During the process, the pump column will become pressurized to the pump shutoff head and force the air out at high pressure. The momentarily trapped air will act as a cushion to control the rise of the water in the pump column. The valve orifice is sized to control therise of the water to a safe velocity, typically 2-ft/s.
Check Valves
Another key element in pumping system design is the proper selection and operation of the pump discharge check valve. Every pump station designer has been faced with check valve slam, which is caused by the sudden stoppage of reverse flow through a closing check valve. To prevent slam, the check valve must either close very quickly or very slowly. Anything in the middle is no-man's land and a cause for concern. But just as important, the valve should protect the pumping system and piping from sudden changes in velocity if it is within its functional capabilities. The check valve should also be reliable and offer low headloss.
Two categories of check valves will be discussed in detail. The first, fast-closing check valves, represent the general category of check valves that operate automatically in less than a second and without the use of external power or signals from the pumping system. The other category is pump control valves, which operate very slowly (i.e. 60 to 300 seconds) to carefully control the changes in pipeline fluid velocity.
Fast-Closing Check Valves
Fast-closing check valves are simple, automatic, and cost effective, but are often plagued with the problem of check valve slam and a resultant system pressure surge. If the deceleration of the forward flow can be estimated, such as with a transient analysis of the pumping system, the slamming potential of various check valves can be predicted. Then, several non-slam valve options will present themselves, and the performance features and costs can be used to select the best check valve for the application.
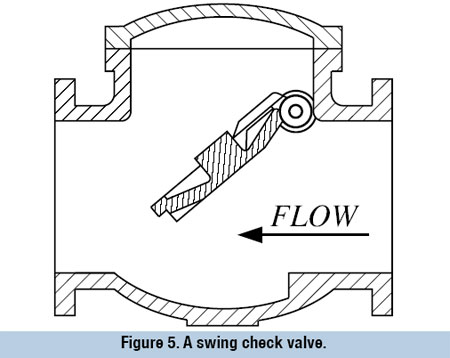
The most ubiquitous type of check valve is the traditional swing check valve. Swing check valves are defined in AWWA C508 for waterworks service and are designed to rapidly close to prevent backspinning of the pump during flow reversal.
Traditional swing check valves have 90-deg seats with long strokes and are subject to slamming. These valves are therefore outfitted with a wide array of accessories, which are beyond the scope of the AWWA C508 Standard. Probably the most common accessory is a lever and weight. While it is normally assumed that the weight makes the valve close faster, it actually reduces slamming by limiting the stroke of the disc, but in return, causes a significant increase in headloss. The valve closure is also slowed by the inertia of the weight itself and the friction of the stem packing.
In more severe applications, an air cushion is sometimes used to slow down the impact of the valve closure. Everyone has seen how effective an air cushion works on a slamming storm door. But the conditions in a pipeline are significantly different.
When a door slams, its momentum is smoothly absorbed by the air cylinder because as the door slows, the forces from the closing spring and outside wind become less and less. Conversely, when a check valve in a pipeline closes, the reverse flow is quickening at a tremendous rate, so every fraction of a second that the valve closure is delayed, the forces on the disc will increase by an order of magnitude.
While it may be true that an air cushion prevents the weight from slamming the disc into the seat of a valve in a product display booth, in actual practice, the air cushion merely holds the disc open long enough for the reverse flow to intensify and slam the disc even harder into the seat. Since air cushions are based on the use of air (which is compressible), they provide no positive restraint of the closing disc and cannot counteract the enormous forces being exerted by the reverse flow. In sum, the best setting of an air cushion is typically where the discharge needle valve is fully open and the air is expelled at the highest rate.
A far more effective accessory for controlling swing check valve motion is an oil cushion, also referred to as an oil dashpot. Because oil is incompressible, the oil cushion will withstand the high forces exerted on the disc by the reverse flow and properly control the last 10 percent of valve closure. The pump must be capable of some significant backflow, though, because the oil dashpot will allow the check valve to pass a portion of the flow back through the pump.
Since the reverse flow forces on the valve disc are extremely high, the oil pressure often exceeds 2000-psig, causing valves with these devices to be costly. The high-pressure oil cylinder is expensive and because it puts the valve stem under high loads, a special check valve is often needed. Because pumps can only withstand so much backflow, the closure time of dashpots are usually limited to 1 to 5 seconds. If the pipeline contains debris or sewage, a check valve with oil cushion can act as a screen during reverse flow conditions and quickly clog the line.
An even better solution is to select a check valve that closes before any significant reverse flow develops, thereby preventing a slam. One such valve is a spring-loaded, center-guided, "silent" check valve (SCV) as shown in Figure 6. An SCV is near slam-proof because of its short linear stroke (1/4 diameter), location of the disc in the flow stream, and strong compression spring. However, selecting a Silent Check Valve has several pitfalls such as high head loss, no position indication, and limitation to clean water applications.
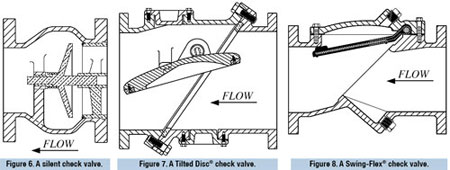
On the other end of the spectrum is a Tilted Disc® check valve (TDCV). The TDCV as shown in Figure 7 has the lowest headloss because its port area is 140 percent of pipe size and its disc is similar to a butterfly valve disc where the flow is allowed to pass on both sides of the disc. This valve has reliable metal seats and can be equipped with top or bottom mounted oil dashpots to provide effective means of valve control and surge minimization. It is fully automatic and requires no external power or electrical connection to the pump control.
Another option is a resilient disc check valve, called a Swing-Flex® check valve (SFCV). The only moving part of the SFCV is the flexible disc. This valve has a 100 percent port slanted at 45-deg, which provides a short 35-deg stroke, quick closure, and low head loss. It is also available with a mechanical position indicator and limit switches. The Surgebuster® (SB) has an even faster closure due to the addition of a Disc Accelerator giving the SB closure characteristics similar to a silent check valve.
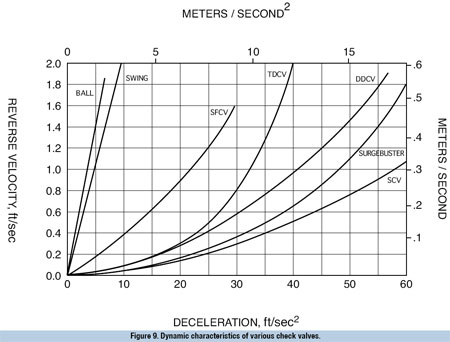
With all of the check valve possibilities, one is available for every system with low head loss and slam-free operation. The closing characteristics of all types of check valves are shown for various system decelerations in Figure 9. The valves whose curves are furthest to the right have the best non-slam characteristics.
Pump Control Valves
Even though a fast-closing check valve may prevent slam, it may not fully protect pumping systems with long critical periods from velocity changes during pump startup and shutdown. For pumping systems where the critical period is long, a pump control valve is often used. A pump control valve is wired to the pump circuit and provides adjustable opening and closing times in excess of the system critical time period. Pump control valves are hydraulically operated so the motion of the closure member of the valve (i.e. a butterfly valve disc) is unaffected by the flow or pressure in the line. Also, most pumps in service today have low rotating inertia and come to a stop in less than 5 seconds.
The pump control valve can close rapidly during power outages or pump trips to protect the pump. However, when rapid closure is required, additional surge equipment will be needed, as explained in the following section. First, though, the selection criteria pertaining to pump control valves will be presented.
The list of possible pump control valves is long because many valves can be equipped with the automatic controls necessary for pumping systems. Valves typically considered are butterfly, plug, ball, and globe-pattern control valves. Probably the most common criterion used to select a valve is initial cost, but for pumping systems, the selection process should be carefully undertaken with consideration given to:
- valve and installation costs
- pumping costs
- seat integrity
- reliability
- flow characteristics
The installed costs for the various types of pump control valves can vary widely. For example, a 12-in butterfly or plug valve with a hydraulic powered actuator and controls can cost $5,000, while a ball valve or globe-pattern control valve can be 2 times to 4 times that amount. In addition to the purchase cost, the cost for making the flange connections, control wiring to the pump motor controls, and providing concrete pedestals for the heavier ball and globe-pattern control valves should also be added.
Of course, the installed cost of the valve is important and represents an important investment. But equally important is the pumping cost associated with the head loss through the valve. The electrical current draw of the pump is a function of the system head loss and flow rate. The additional electrical costs due to valve headloss can be calculated using the formula:
A = (1.65 Q ΔH Sg C U) / E
where:
A = annual energy cost, dollars per year
Q = flow rate, gpm
ΔH = head loss, ft of water
Sg = specific gravity, dimensionless (water 1.0)
C = cost of electricity, $/kW·hr
U = usage, percent x 100 (1.0 equals 24 hrs per day)
E = efficiency of pump and motor set (0.80 typical)
For example, the difference in headloss between a 12-in butterfly valve (K = .43) and a globe-pattern control valve (K = 5.7) in a 4500-gpm (12.7-ft/s) system can be calculated as follows:
ΔH = K v2 / 2 g
where:
ΔH = headloss, ft water column
K = flow resistance coefficient, dimensionless
v = velocity, ft/s
g = gravity, 32.2 ft/s2
substituting:
ΔH = (5.7 - 0.43) (12.7)2 / 2·32.2
= 13.2 ft. wc
This difference in headloss can then be used to calculate the difference in annual operating costs, assuming an electricity cost of $.05 per kW-hr and 50 percent usage.
A = (1.65 x 4500 x 13.2 x 1.0 x 0.05 x 0.5) / (0.8)
= $3,062
The calculation shows that the use of a 12-in butterfly valve in the place of a 12-in globe-style control valve can save $3,062 per year in energy costs. If the pump station had four such valves operating for forty years, the total savings would be about $490,000 over the life of the plant. It is clear that pumping costs can be even more important than the installed costs. Further, the larger the valve, the greater the impact from the energy costs.
Typical headloss flow factors are shown in the table below, in order of lower headloss. The AWWA ball valve has the lowest headloss of all pump control valves, but the AWWA butterfly valve probably provides the best balance between energy costs and installation costs.
Type of valve port size cv k globepattern control valve 100 1800 570 silent check valve 100 2500 295 dual disc check valve 80 4000 115 swing check valve 100 4200 105 eccentric plug valve 80 4750 81 swingflex check valve 100 4800 80 tilted disc check valve 140 5400 63 butterfly valve 90 6550 43 ball valve 100 21500 4
The integrity of the pump control valve seat is also important so that the pump can be serviced without backflow through the valve. A resilient seat in the valve, which mates with a corrosion resistant seating surface, is highly reliable because it provides zero leakage. If any leakage is allowed, such as with illfitting metal seats, debris will build up at the leakage sites and the mating surfaces can be subject to erosive wear from debris or high velocity leakage.
To be reliable, the valve should be built and proof-of-design tested to industry standards such as AWWA C504, Butterfly Valves, published by the American Water Works Association, to assure reliability in design as well as performance. Some valves such as globe-pattern control valves are not covered by an AWWA standard.
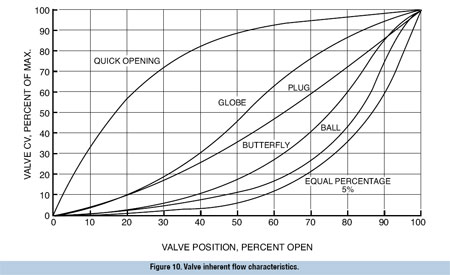
Finally, the flow characteristics of pump control valves will determine how well they will prevent surges. The most desirable flow characteristic of a valve is one where the valve uniformly changes the flow rate when installed in the system. The flow data available from valve manufacturers are inherent flow characteristics usually expressed in terms of a flow coefficient (Cv) at various positions, as shown in Figure 10.
On the left side is a quickopening valve curve (such as a swing check valve), which depicts a rapid change in the flow rate as the valve opens. On the other extreme is an equal percentage valve (such as a V-ported ball valve), which changes the flow rate at a uniform percentage. The most desirable flow characteristic for long pipelines is equal percentage as provided by butterfly and ball valves.
All of the selection criteria discussed, including cost, headloss, reliability, and flow characteristics, should be considered together when selecting a valve. No single valve type will excel in all categories. The benefits of the expected performance must be weighed against the costs and impact on the system surge potential.
Pump Control Valve Operation
Utilizing a butterfly valve, let us consider the operation of a typical pump control valve. A butterfly valve is operated by rotating its shaft 90-deg and is normally equipped with a hydraulic cylinder actuator. The cylinder can be powered with pressurized water from the line or from an independent oil power system.
We learned earlier that negative surge conditions can occur for several seconds, so a backup water or oil system is appropriate. Figure 11 illustrates a typical installation. Hydraulic controls electrically wired into the pump circuit are mounted on the valve. Four-way and two-way solenoid valves (SV) direct the operating medium to the cylinder ports to cycle the valve. The speed of opening and closing is controlled by independently adjustable flow control valves (FCV). Flow control valves are special needle valves with a built-in reverse check valve to allow free flow into the cylinder but controlled flow out of the cylinder.
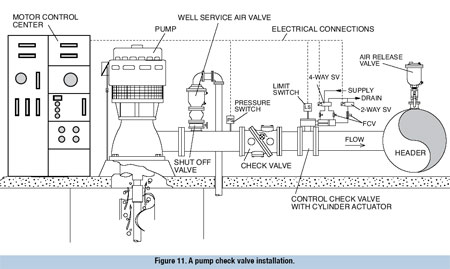
When the pump is started and pressure builds, a pressure switch (PS) located on the pump header signals the butterfly valve to open. During shutdown, the valve is signaled to close while the pump continues to run. When the valve nears the closed position, a limit switch (LS) located on the valve will stop the pump.
The safe operating time for the pump control valve is usually much greater than the critical period. A long operating time is needed on pipeline applications because the valve s effective closing time is a fraction of its total closing time due to the fact that the valve headloss must be combined with the total pipeline headloss in controlling the flow rate. Initial field settings will normally be three to five times greater than the critical period to minimize the surge.
One additional function of the pump control valve should be considered: prevent the pump from backspinning after power failure or overload trip. Since pumps today are no longer equipped with flywheels, as with old diesel units, they have a low rotating inertia and come to rest in a just a few seconds. Therefore, after a power outage or pump trip, the pump control valve must close more rapidly to prevent backspinning.
The valve hydraulic controls are equipped with a bypass line equipped with a 2-way solenoid valve (SV) to send the controlled cylinder flow around the normal flow control valve and through a large flow control valve (FCV), thereby closing the pump control valve automatically in 5 to 10 seconds after power failure. This is essential to prevent excess pump backspin and to prevent depletion of the hydro-pneumatic surge tank water back through the pump if one is utilized.
As an alternative to the special bypass circuit, a fast-closing check valve is sometimes installed upstream of the pump control valve to back-up the control valve. The fast-closing check valve not only prevents reverse flow through the pump, but also provides redundant protection of the pump should the pump control valve fail to close due to loss of pressure or equipment malfunction.
The rapid closure of either the pump control valve or a fast-closing check valve in a long piping system poses a dilemma. It was previously explained that the control valve should close in three to five times the critical period. On the other hand, the valve must close in five seconds to protect the pump after a power failure. Hence, on these systems, excessive surges will be caused on power outages so additional surge protection is usually needed.
Surge Relief Equipment
Since it is impractical to use pipe materials, which can handle high surge pressures or slow the operating flow velocity to a crawl, surge relief equipment is needed to anticipate and dissipate surges from sudden velocity changes after power outages. Surge relief equipment will also provide protection against malfunctioning valves, improper filling, or other system problems.
Standpipes and Surge Tanks
Many types of surge relief equipment are used to safeguard pumping systems. For low-pressure systems, a standpipe open to atmosphere will relieve pressure almost instantly by exhausting water. For systems with higher pressure, the height of a standpipe would be impractical, so a bladder-type accumulator or surge tank with pressurized air over water can be used to absorb shocks and prevent column separations (see Figure 12).
For typical pumping systems, however, these tanks tend to be large and expensive and must be supplied with a compressed air system. When used, an additional fast-closing check valve is also needed to prevent surge tank water from escaping back through the pump. This is a common example of when you will see both a pump control valve and a fast-closing check valve installed.
Further, the surge tank creates extremely high deceleration rates (i.e. 25-ft/s2), so fast-closing check valves or check valves equipped with bottom-mounted oil dashpots should be used to prevent slamming.
Surge Relief Valves
Surge relief valves are often a more practical means of relieving pressure. In these valves, a pressure surge lifts a disc, allowing the valve to rapidly relieve water to the atmosphere or back to the wet well.
Surge relief valves have the limitation that they may not open rapidly enough to dissipate surges in cases where column separation can occur. For these cases where the transient computer model predicts steep or rapid pressure surges, surge relief valves equipped with anticipator controls should be considered. A globe-pattern control valve equipped with surge relief and anticipator controls is shown in Figure 13. A surge anticipator valve will open rapidly upon the sensing of a high or low pressure event.
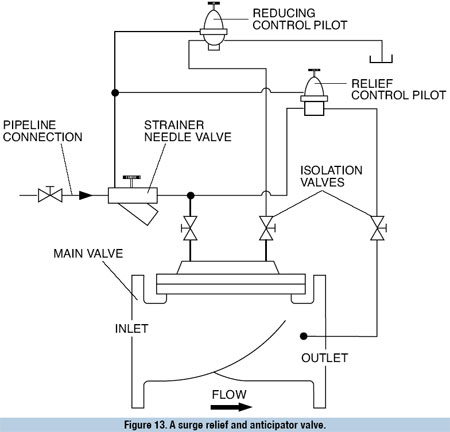
When a pump suddenly stops, the pressure in the header will drop below the static pressure and trigger the surge anticipator valve to open. The valve will then be partially or fully open when the return pressure surge occurs. Anticipator valves typically open in less than five seconds, pass high low rates, and reclose slowly at the pump control valve closure rate (60 to 300 seconds). The sizing of surge relief valves is critical and should be overseen by transient analysis experts.
Anti-Slam Combination Air Valves
Air valves help reduce surges in pipelines by preventing the formation of air pockets in pipelines during normal operation. Air pockets can travel along a pipeline and cause sudden changes in velocity and adversely affect equipment operation, such as flow measuring devices. Air valves are also designed to open and allow air to be admitted to the pipeline to prevent the formation of a vacuum pocket associated with column separation. Transient analysis computer programs are equipped to analyze the surge reduction from using various size air valves.
When column separation is expected at the air valve location, the air valve should be equipped with an anti-slam device which controls the flow of water into the air valve to prevent damage to the valve float (see Figure 14).
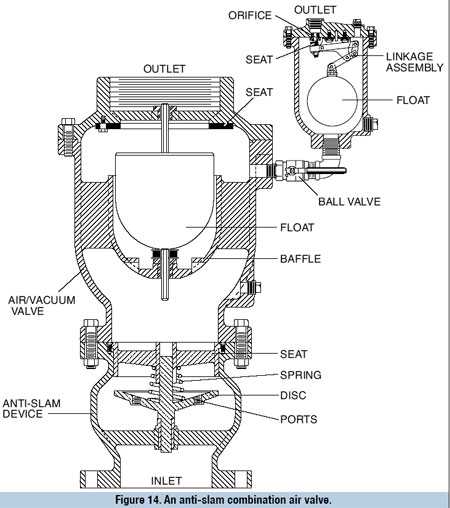
The anti-slam device allows air to pass through it unrestricted during either the air discharge or air re-entry cycle. When water (because of its greater density) enters the device, the disc will rapidly close and provide slow closure of the air valve float. The disc contains ports, which allow water to flow through the anti-slam device when closed to fill the air valve at about 5 percent of the full fill rate, preventing the air valve from slamming closed.
Vacuum Breaker Valves
Another type of air valve used at critical points in the pipeline where column separation may occur is a vacuum breaker (VB) see Figure 15. The VB has components very similar to the anti-slam device, except the VB disc is held closed by a spring while the anti-slam disc is held open. Hence, the vacuum breaker cannot expel air; it only admits air to prevent the formation of a vacuum pocket. This keeps the pipeline at a positive pressure and reduces the surge associated with a column separation. In essence, a large cushion of air is admitted and trapped in the pipeline after a pump trip. The air is then slowly released over a few minutes through the adjoining air release valve, which has a small (i.e. ¼-in) orifice. Again, transient analysis programs are designed to model this type of air valve solution as well.
References
1. American Water Works Association, Steel Water Pipe: A Guide for Design and Installation M11, "Water Hammer and Pressure Surge", 4th ed. 2004, pp. 51-56.
2. Bosserman Bayard E. "Control Of Hydraulic Transients", Pumping Station Design, Butterworth-Heinemann, 2nd ed., 1998 Sanks, Robert L., ed., pp. 153-171.
3. Hutchinson, J.W., ISA Handbook of Control Valves, 2nd ed., Instrument Society of America, 1976, pp. 165-179.
4. Kroon, Joseph R., et. al., "Water Hammer Causes and Effects", AWWA Journal, November, 1984, pp. 39-45.
5. Val-Matic Valve & Mfg. Corp, 1993 "Check Valve Selection Criteria" Waterworld Review, Nov/Dec 1993, pp. 32-35.
6. Rahmeyer, William, 1998. "Reverse Flow Testing of Eight-Inch Valmatic Check Valves", Utah State University Lab Report No. USU-609, Val-Matic Valve Test Report No. 117, Elmhurst Il, [Confidential].
7. Tullis, J. Paul, Hydraulics of Pipelines, 1984 Draft Copy, Utah State University, pp. 249-322.
8. Valmatic Valve & Mfg. Corp., "Dynamic Characteristics of Check Valves", 2003.
Pumps & Systems, May 2007
