
Most of us probably never notice the spinning cylinder mounted between the pump and motor, except how easy it is to dis/assemble when a pump or motor is changed out. Otherwise, the disc coupling never factors into our daily routine.
While maintenance-free couplings can be ignored for decades, knowledge of how a disc coupling works and how different designs fit best with different applications will help in choosing the best coupling for the job. After all, a disc coupling's job is to protect expensive connected equipment, so it is essential to have the right disc coupling.
Subtle style and design differences result in varying torque load capacities, misalignment compensation, ability to withstand shock from rough or reversing applications, service life and other functional parameters.
Why a Disc Coupling?
For dozens of general industrial applications, and many specialized applications, a disc coupling efficiently transmits torque, accommodates misalignment and compensates for end movement between driving and driven equipment.
Disc couplings offer precise positioning with zero backlash, even in rough or reversing applications. They can transmit high torque loads with power efficiencies of 99+ percent, long operating life (typically from 20 to 30 years), no maintenance, precision balance and in some units, the center spacer can cover long spans.
Obviously, the application dictates the requirements of the disc coupling, so always consult a coupling engineer to ensure an optimized coupling selection.

Typical disc coupling specifically designed for process pump and general purpose applications. This all-metal disc coupling requires no lubrication and incorporates a plug-in feature to allow installation and removal without disturbing the pump alignment. Photo supplied by TB Wood's.
Two Styles
Disc couplings come in two basic styles: the traditional style and the drop-in style. Traditional disc couplings feature five-piece construction with two hubs, one spacer and two flex discs along with hardware (Figure 1). The three-piece drop-in style couplings have fewer parts-two hubs and a factory-assembled spacer unit (Figure 2).
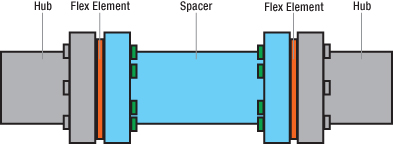
Figure 1. Traditional style, five-piece coupling
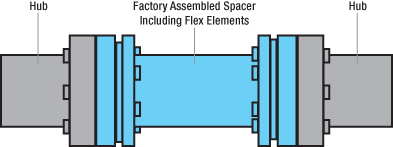
Figure 2. Drop-In Style, three-piece coupling
While the traditional style has a lower initial cost, the drop-in style has a lower overall cost of ownership due to faster installation time. Because it is largely factory assembled, the drop-in style has fewer loose hardware items to drop and lose during installation. The traditional is lighter in weight, but the drop-in meets a higher balance class.
Traditional style disc couplings may not be readily balanceable and may lack good balance retention/repeatability after disassembly and reassembly. The drop-in is a well-balanced unit with piloted fits that ensure good balance repeatability.
Design Basics
The basic functions of a flexible coupling are to transmit power, accommodate misalignment and compensate for end movement.
Transmit Power
Generally power loss from driver to driven component is small, especially with disc couplings that are nearly 100 percent effi
cient. Torque at a speed [T (LB.IN.) = HP x 63,025/RPM] varies widely, of course, depending on size and design features, but disc couplings are typically among the most power dense of the flexible couplings used in general purpose applications.
Accommodate Misalignment
Disc couplings excel at compensating for both angular and parallel offset misalignments (Figure 3), and each manufacturer will provide specifications for individual units. However, disc couplings are not like common elastomeric coupling types where a single flexing element accommodates all types of misalignment.
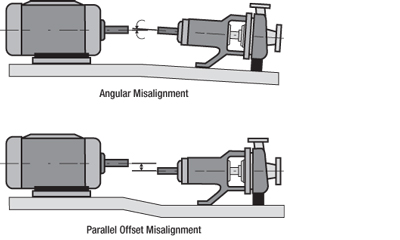
Figure 3. Misalignment types
With disc couplings, a single disc only accommodates angular misalignment. Double-flexing couplings are needed to compensate for parallel misalignment. Double-flex styles are consequently required in all but a few special cases (Figure 4).
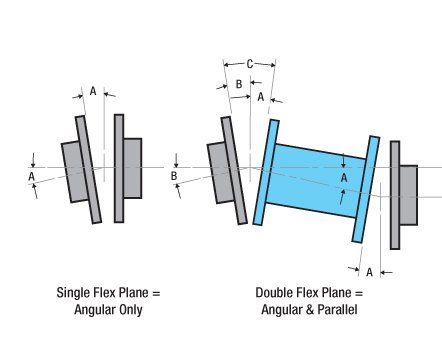
Figure 4. Single and Double Flexing Couplings. In this illustration, parallel misalignment imposes angular misalignment "A" equally to each flex element in the "double hinging" effect shown. Angular offset "B" of either shaft applies only on one flexing element and is additive to the parallel component to get the total misalignment "C."
Compensate for End Movement
The ability to compensate for end movement (Figure 5) is noted as the "free end float rating" in coupling catalogs. All couplings are suitable for use with electric motors, but some units meet NEMA end-play standards for sleeve bearing motors without the use of limited end float (LEF) devices.
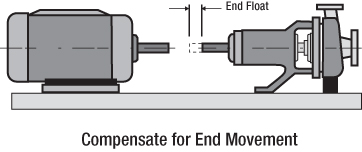
Figure 5. End Float Compensation
While the purpose of a disc coupling is to protect connected equipment, careful equipment installation will help. Because driving or driven equipment are often sensitive to reaction forces of the coupling to misalignment, it is important to minimize misalignment at installation and ensure equipment has adequate end float. Alignment benefits the equipment, after all, not the coupling. In some cases, when expected thermal growth of the equipment is known, the coupling is misaligned at installation, so it runs "hot" with little to no misalignment.
Nuts, Bolts and Discs: How It Works
With disc couplings, the bolting arrangement between the two outer hubs and the inner spacer is an important design feature. Three (or two, or four) holes are bolted to the driver hub, and an equal number are alternately bolted to the driven hub. Between hubs and spacers are flex discs, otherwise known as disc packs, flex elements, flex blades or flex packs (Figure 6). Whatever you call them, it is important to know that the individual blades are not "shims" that can be removed to adjust for equipment spacing variations.
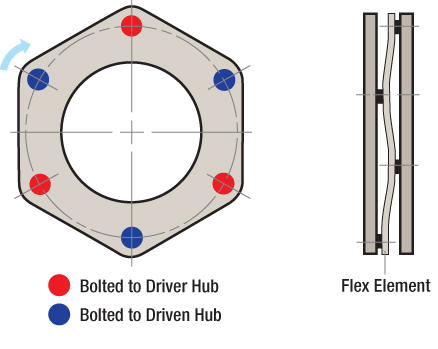
Figure 6. Driver/driven hub bolt hole pattern
Torque is transmitted in tension through half of the links of the flex discs. A link is the metal area of the flex disc between the bolt holes (Figure 7). The remaining links operate in compression and are generally not considered in the ratings. Which links are in tension versus compression is determined by the rotational direction. The compressed links tend to buckle under load, so flex discs are commonly "pre-stretched" at installation to allow the compressed sections to relax to neutral under load as they are compressed.
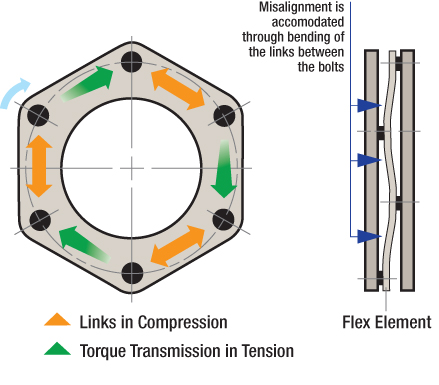
Figure 7. Torque/compression forces
Pre-stretching is accomplished by drilling the bolt circle diameter on the mating flanges larger than the flex element. Pre-stretch, along with precision tolerances and fits, can make assembly difficult. Unitized flex packs, however, are easier to work with, as are drop-in style factory assembled couplings.
Bolts are the proverbial lynchpins. Most disc couplings designed for process pump applications use a six-bolt discs for small to medium sizes while eight-bolt discs are typically used for larger sizes.
"The starting point for any disc coupling design is the bolting," said TB Wood's Couplings Engineer Matt DeFord. "For optimum operation, the bolts should be sized such that, for normal operating conditions, drive through the disc and flanges is in friction, rather than shear.
"Driving in shear with smaller bolts rather than in friction can increase the risk of bolt failures. While it may be fine for centrifugal pumps or other smooth loads, these designs are not as robust for applications with more torque fluctuation." Couplings designed to transmit torque through frictional clamping minimize movement between the blades in the flex disc, which minimizes fretting.
Flex Disc Styles: Straight-Side or Scalloped?
Straight-sided and scalloped flex discs are the two most commonly used blade types (Figure 8). Round discs are still commonly used in many older coupling styles. Straight-sided discs are stiffer torsionally. With these designs, less pre-stretch is required than with scalloped designs because there is less torsional windup under load. Because less pre-stretch is required, straight-sided discs are somewhat easier to assemble. Each is suited to particular applications, and stress analysis through FEA (finite element analysis) has given us useful tools to compare the two.
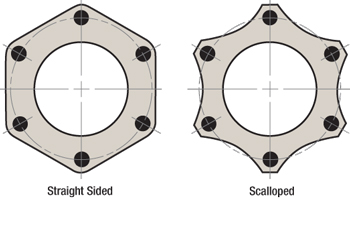
Figure 8. Common blade types
Scalloped and profile discs are "stress optimized" by removing low stressed areas of material (Figure 9). They are lighter and have lower stiffness; however, the edge stresses are greater, which requires a better edge surface finish to minimize stress concentrations where a failure could initiate.
Figure 9. Torque stresses. Loading variations are dependent on application conditions.
High stresses in the midpoint on the scallop design require surface finishes achievable only through costly EDM machining or by adding costly finishing operations. Stampings are not recommended for scalloped discs. Because of the relatively high cost of EDM processing, scalloped discs are best suited to custom/high speed applications, rather than in low-cost, general-purpose couplings.
FEA analysis has shown that material can be removed from the area in the middle of the span between bolt holes without affecting the disc's ability to handle axial (Figure 10) and angular (Figure 11) misalignment, so straight-sided and scalloped discs perform equally. However, straight-sided discs are better suited to fluctuating and reversing loads commonly found in general purpose applications. Torque requirements can be a deciding factor in disc style selection.
Figure 10. Axial deflection stresses. Maximum stress occurs in areas where the discs are wrapped around the curved element washer. Tensile stress on top surface; compressive stress on bottom surface. Mid-span and edge stress are relatively unaffected by axial misalignment. Overall stress level is somewhat higher in the scalloped design.
Figure 11. Angular Misalignment Stresses. Maximum stress occurs in areas where the discs flex around the curved element washer. However, the tensile stress and compressive stress alternate as the coupling rotates. Mid-span and edge stress are relatively unaffected by angular misalignment. Angular misalignment stress cycles from tension to compression once per revolution for the life of the coupling.
Analysis shows that centrifugal stresses are lower in the scalloped designs (Figure 12). Centrifugal stresses can become significant at speeds which are much higher than standard motor speeds, which is another reason why scalloped elements are preferred for custom/high speed applications.
Figure 12. Centrifugal Stresses. For higher speed operation, maximum centrifugal stresses occur on the ID of both styles of disc packs as would be expected. While the ID stresses are generally lower with limited concentration levels in the scalloped disc, high stress concentration levels once again occur on the outer mid-link edge of the scalloped design. When these stresses are coupled with those of the torque loading condition, the need for costly edge surface finishing methods is amplified.
It is commonly thought that when scalloped discs fail, they fail in the center section between the bolts and not at the flex point near the bolts. In general, they do not fail this way. Scalloped discs offer more uniform stress distribution under purely torque stresses, but most of the stress in a flex disc is due to bending or misalignment. FEA analysis shows higher working stresses in the scalloped disc between and near the bolts, and failures should typically occur at the flexing points near the bolts. Failure in the center of the disc may be more related to stress concentrations resulting from the manufacturing process than to the application conditions.
Overall, the conclusion of the stress analysis is that straight-sided blades are a cost-effective solution for high torque, variable or reversing loads, which makes them suitable for the majority of general purpose, process pump, fan and compressor applications, as well as many critical/high performance applications.
Scalloped blades are lighter, less stiff and appropriate for custom, high speed applications such as turbine-driven compressors.
Pumps & Systems, May 2010