
The thermal energy footprint of removing diluents introduced by auxiliary processes
This is the third of a four-part “Sealing Sense” series that provides guidance on best practices to minimize the size of the sealing system energy footprint. The first article discussed the energy losses from the interaction between the faces of a mechanical seal. The second discussed the thermal energy required to maintain the proper temperature of the interfacial lubricating fluid. We will now discuss the thermal energy footprint of removing diluents introduced by auxiliary processes.
A flush is often added to the stuffing box or mechanical seal chamber. This helps to extend seal life by displacing solids, removing the heat generated by packing or a mechanical seal, and heat soak from the seal chamber. The flush fluid then becomes mixed with the process fluid as a diluent that may need to be removed from the process fluid.
Mechanical Seal System
API Plan 32 is a commonly used system for hydrocarbon service that introduces diluents to the process stream. Plan 32 accounts for nearly a quarter of all pumping system applications operating above 200ºC (400°F). Unfortunately, it can also be one of the most energy inefficient designs because the specified flush flow rate is often higher than necessary.
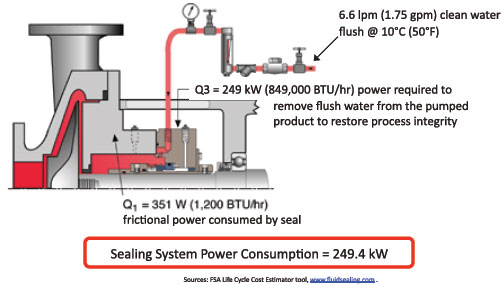
Figure 1. API Piping Plan 32—Energy Lost through Dilution and Vaporization
When a cool flush, such as that illustrated in Figure 1, becomes mixed with the process fluid, energy must be added to replace the heat lost through cooling. Additionally, flush fluid must be removed from the process stream. Supplying the required heat of vaporization to remove the flush fluid increases the overall energy footprint significantly.
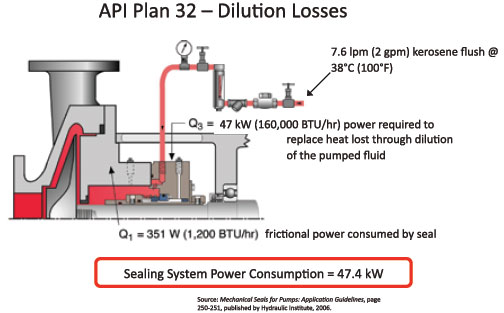
Figure 2. API Piping Plan 32—Energy Lost through Dilution
When the flush diluents can be tolerated in the process stream, energy requirements can be reduced significantly, as illustrated in Figure 2, since the only heat energy needed is that which restores the process fluid to its original temperature.
Packing Systems
In packed pumps, flush fluids may be recaptured at the stuffing box or later down the process stream. Recapture of diluents at the stuffing box is usually accomplished by the use of a double lantern ring connection—one connection to introduce the flush fluid and a second one to retrieve it. A flow restrictor may be used in the throat of the stuffing box to maintain adequate stuffing box pressure.
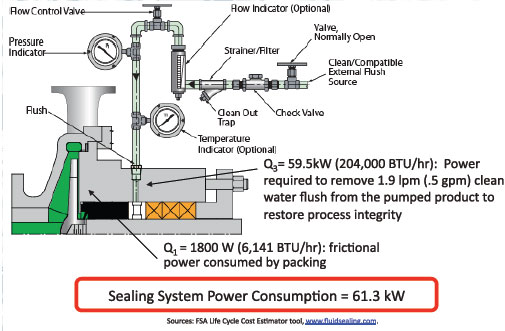
Figure 3. Packing System—Energy Lost through Dilution and Vaporization
The example shown in Figure 3 shows a system with poor energy efficiency because of the greater amount of power required to remove the water diluent.
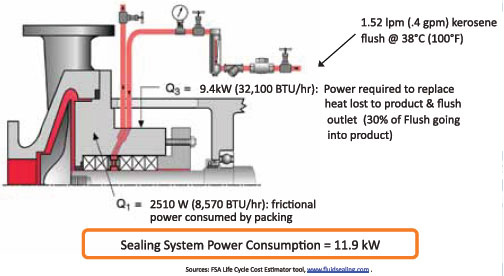
Figure 4. Packing System—Energy Lost through Dilution
In some cases, diluent fluids may be left unrecovered in the process stream, acting as a tolerable contaminant even though it ultimately reduces the purity, quality and value of the final product. A more efficient system is illustrated in Figure 4. It minimizes the amount of diluents that is introduced into the process fluid.
Overview
In either recovery system, an energy cost is associated with the removal of the diluent from the process stream and restoring the process stream to its original state. Furthermore, the diluent itself may represent energy expenditure since it usually consists of a refined fluid. The energy cost expended in synthesizing the diluent as well as pumping and distributing it is a cost associated with the sealing system. This discussion demonstrates the importance of comparing systems rather than devices.
Conclusions
- Sealing systems found in many industrial applications (even when functioning as intended) can be extremely wasteful of energy.
- Improved technology sealing systems available today can eliminate the need for energy wasting systems that result in cooling/dilution of the process and the need for downstream separation/evaporation and/or re-heating.
- Life-cycle costs should always be considered when designing a sealing system.
October 2010, Pumps & Systems
Next Month: What is the impact of reliability on the sealing system energy footprint from pump shut down, repair & re-commissioning?
We invite your questions on sealing issues and will provide best efforts answers based on FSA publications. Please direct your questions to: sealingsensequestions@fluidsealing.com.
