
Machinery assessment and predictive maintenance prolong equipment life and improve safety.
This article is based on a new Industrial Press book, Is My Machine OK? A Field Guide to Assessing Process Machinery, by Robert X. Perez and Andrew P. Conkey. This guide helps plant supervisors, maintenance personnel and reliability professionals assess the risk of industrial process machine failures.
Why Do We Monitor Machines?
To survive, processing facilities must be profitable. To thrive, they must become increasingly profitable to sell products for lower prices than their competitors. To maintain a sustainable competitive edge, process owners must always watch for smarter ways to increase yields while reducing raw material costs, energy needs, maintenance costs, etc. This article will help people working in organizations who wish to thrive and become industry leaders.
Because maintenance costs represent a significant portion of an organization’s expenses, maintenance budgets are often scrutinized during budget reviews. Lowering maintenance costs can greatly affect the bottom line. However, blindly cutting maintenance efforts without weighing the effects can be costly to the bottom line, drastically affecting the site’s risk profile. Organizations must choose whether to maintain their process facilities proactively or reactively.
Rotating machinery represents a major source of expense to maintenance organizations because of its complexity and labor-intensive nature. Machinery maintenance budgets—seen as having “low hanging fruit” opportunities—are targeted for review. Modifications to machinery maintenance programs must be carefully evaluated and approved by machinery professionals. Poorly managed rotating machinery can devastate a process organization by adversely affecting process availability, safety and efficiency.
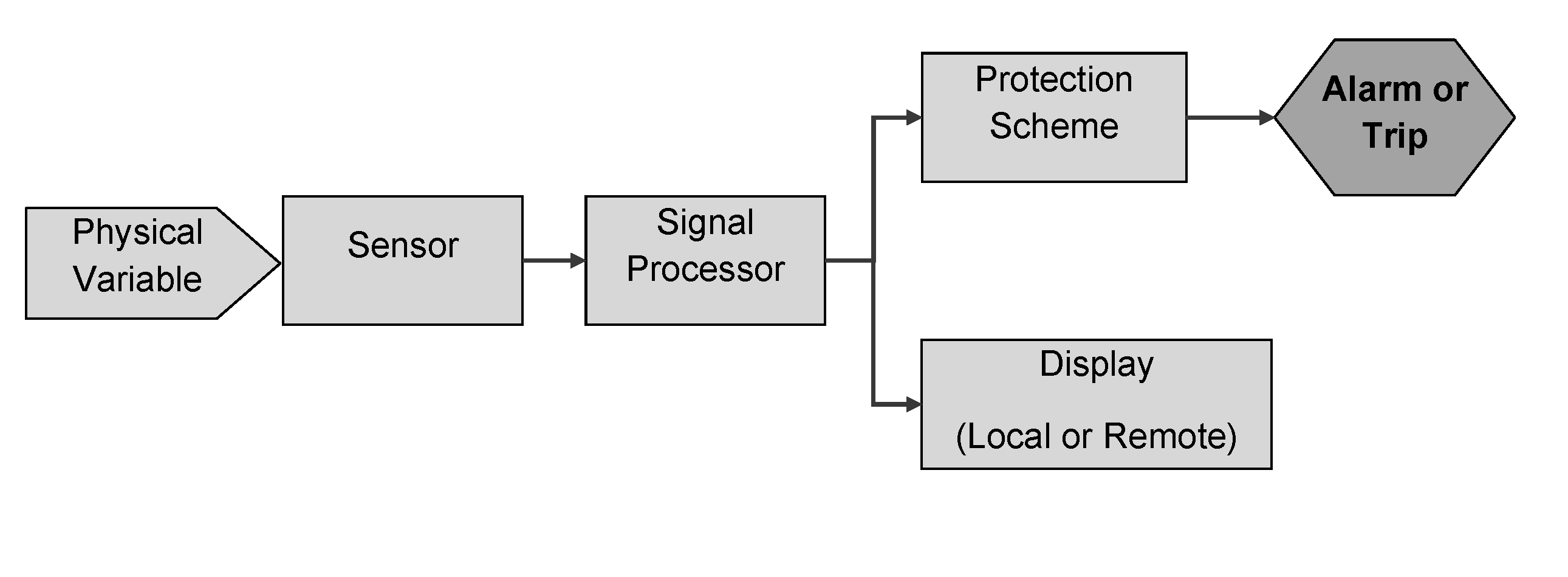
Figure 1. Monitoring system schematic
A powerful method called reliability centered maintenance (RCM) establishes a safe minimum level of maintenance, focusing key maintenance resources specifically toward mission critical equipment, such as process machinery. RCM is an engineering framework. It establishes a complete maintenance philosophy and organization. It analyzes the functions and potential failures for physical assets (for example, pumps, compressors or gas turbines). Its primary focus is preserving system functions rather than equipment. RCM’s promise is reduced maintenance costs and improved equipment availability. Key steps of RCM include:
- Identifying key machine functions
- Determining machine criticality
- Identifying functional failure modes and effects
- Identifying failure consequences
- Identifying how failures can be prevented and predicted
- Identifying the causes of failure
- Selecting maintenance tasks
Once an RCM analysis is complete, several principle risk management strategies are recommended, including:
- On-condition maintenance tasks, such as condition monitoring
- Scheduled restoration or replacement maintenance tasks, such as preventative maintenance
- Failure-finding maintenance tasks, such as checking a steam turbine overspeed trip system to ensure that it is functioning properly
- One-time changes to the system, such as hardware design or operations
- Run to failure
Approved risk management strategies are then judiciously folded into an integrated maintenance plan that provides an acceptable level of process reliability, with an acceptable level of risk, in an efficient, cost-effective manner. These scheduled maintenance plans usually include a predictive maintenance program definition, such as vibration collection and analysis, and time-based maintenance activities, such as oil and filter replacements.
RCM combines predictive maintenance (PdM) techniques with applicable and traditional preventive measures. These preventive measures include cleanings, inspections, lubricant, replacement parts and additions and adjustments. The goal of PdM, or condition-based maintenance, is to assess equipment condition by performing periodic inspections—vibration analysis, temperature monitoring, oil analysis, ultrasonic analysis—or by using continuous (online) equipment such as vibration or temperature sensors.
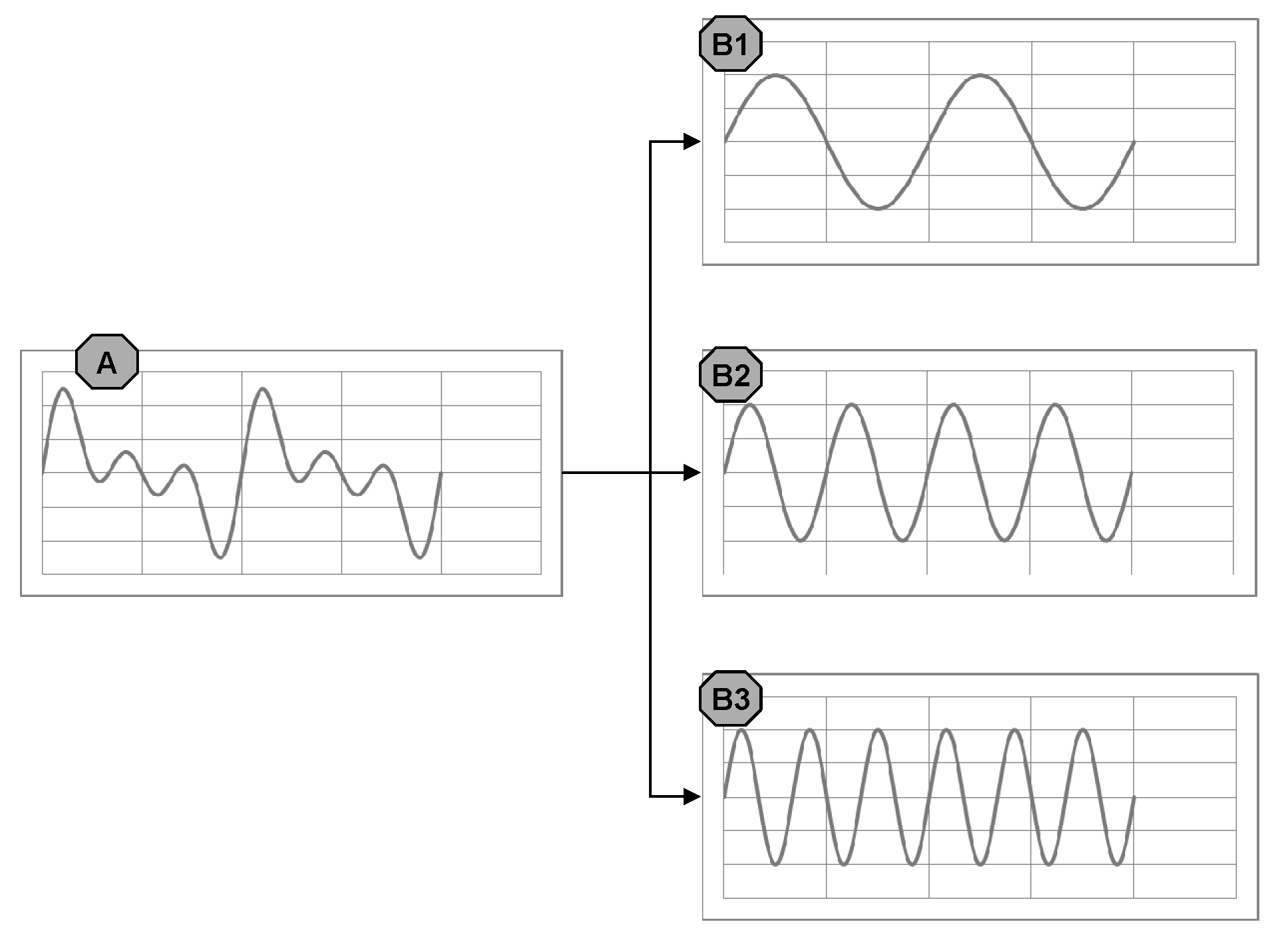
Figure 2. Complex dynamic waveform decomposed into sine wave components. A is the complex wave to be processed. B1, B2 and B3 are the fundamental sine wave components of the original complex wave.
According to PdM philosophy, performing maintenance at a scheduled time is more cost effective than running equipment until it loses performance capability, adversely affecting the process. This view contrasts with a time-based maintenance approach, where equipment gets maintained (overhauled or refurbished) at a prescribed time interval, even if it’s not warranted. Time-based maintenance is usually labor intensive and ineffective in identifying problems that develop between scheduled inspections. It is not cost-effective.

Figure 3. Typical heart monitor
Assessing Process Machinery
The purpose of most process machines is to transport liquids and gases efficiently from one point in the process to another, which typically requires raising a fluid stream’s overall energy state by increasing its elevation, pressure or velocity, or a combination of these fluid energy forms. Many different designs are used in process machinery, depending on the fluid being transported, the required flow volumes or the horsepower required for the task.
However, all machines are imperfect. They are less than 100 percent efficient, meaning that some horsepower provided by the driver (motor or turbine) is converted into unusable forms of energy, such as vibration, pulsation or heat. These tell-tale signs provide clues about the condition of the operating machinery.
This article is dedicated to proven PdM techniques that can be employed on industrial machines. It goes beyond simple PdM methods by endorsing the machinery assessment approach. Machinery assessment is defined as a holistic approach that uses multiple predictive maintenance techniques and inspection methods to better evaluate and classify the condition of operating machines. Rarely does one machine condition parameter paint an accurate picture of overall health. The central belief behind machinery assessment is that synergy is gained by using multiple evaluation methods to determine a machine’s mechanical condition. Only by building comprehensive views of machines in their overall operating context can end users begin to understand if machines are truly fit for their intended service.
Monitoring Systems
Predictive maintenance methods depend heavily on monitoring systems that can accurately sense and report one or more key equipment condition indicators. Most monitoring systems have several distinct components (see Figure 1). The monitoring system’s intent is to take a physical event and convey that change so it can be observed over time. A decision can then be made about the proper action to take.
All monitoring systems have sensors that detect and transmit signals, usually a current or voltage, to the signal processor. Next, a signal processor receives the signal and converts it to a usable output signal. Signal processing may filter unwanted portions of the input signal, convert signals to digital sets of values or calculate average, maximum or minimum values of a series of inputs. The design of signal processors are numerous and varied in purpose. Ultimately, an end user needs the signal processor output to provide a useful output that can be displayed or used in a protection system or scheme.
Signal processors are designed to handle static and/or dynamic signals. An example of a static signal is temperature. If a temperature is plotted over time, a gradually changing series of points is identified that can be visually studied and analyzed.
Static signals do not carry any rapidly changing, or dynamic, components. Dynamic signals, however, can vary rapidly with time (see Figure 2). Also called dynamic waveforms, they require more complex signal processing to determine their properties. Processing speed is critical when high speeds or high frequencies are involved. Typical waveform properties are frequency, peak amplitude, root mean square amplitude and phase. In some cases, both static and dynamic information are extracted from the raw sensor data.
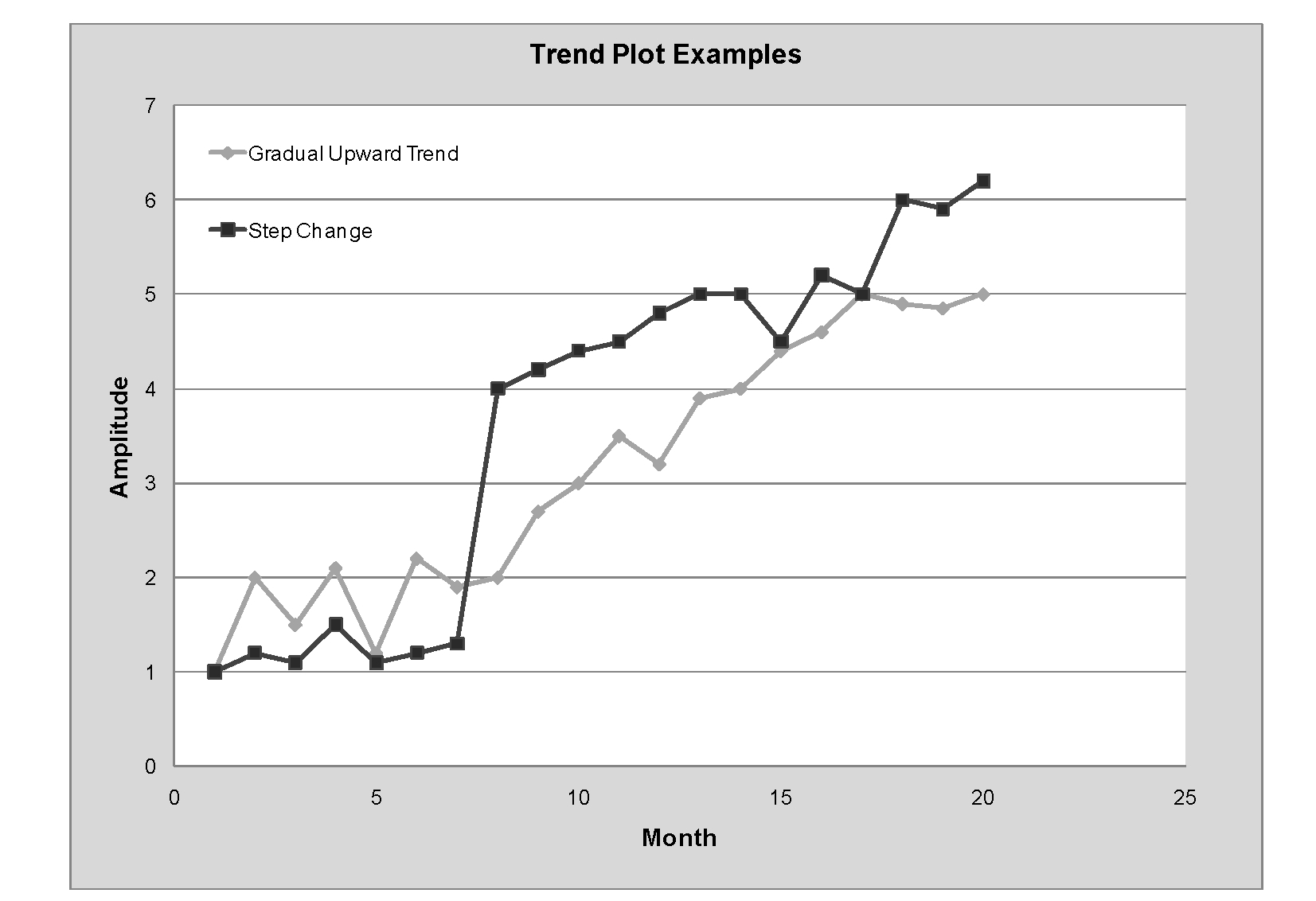
Figure 4. Trend examples
The signal processor sends an output signal to the display, or monitor, that receives and displays the output in a way that is easy to interpret (see the heart monitor in Figure 3). Displays can use dials, scales, simple numerical displays or waveforms to communicate the status of variables being measured.
Sophisticated monitoring systems have internal storage capabilities that trend and compare the present status with the past. This capability is a must in critical applications.
Data Presentation
Figure 4 illustrates two trend plots. One shows a gradually increasing value, the other step changes in a measured value. Trend plots provide visual representations of the measured parameter over time, helping troubleshoot. Suppose a step change occurred at the same time as a change in the process. A correlation between the two events should be investigated. Gradually increasing trend plots may indicate deteriorating internal or external components.
Critical monitoring systems may have built-in protection schemes that can be readily programmed. These systems can provide a remote or local alarm or alert whenever undesirable conditions are detected.
For monitoring systems to be complete, assessment criteria must determine when machine owners should be concerned or if immediate action is required. Without assessment criteria, monitoring systems are not needed because their outputs are meaningless. If assessment criteria are too low, then time and money are wasted. However, if assessment criteria are too high, then human health, environment and equipment are placed in jeopardy.
A primary goal is to provide proven and accepted assessment guidelines to owners of commonly used machinery types, including:
- Centrifugal pumps
- Centrifugal compressors
- Steam and gas turbines
- Gear boxes
- Industrial fans
- Reciprocating pumps
- Reciprocating compressors
- Electric motors
Pumps & Systems, April 2012