
The most misunderstood, most overlooked and possibly most important pump component
In the 1950s I encountered pumps for the first time while on a sales call with my father, visiting Marlow Pumps in Midland Park, N.J. Although this pump company, as well as its product lines, has been sold numerous times through the years, we continue to produce many castings based on the same tooling today that was used in the 1950s and 60s. However, the metal castings industry has drastically evolved through the years, not only in respect to the type of machines used but also with regard to processes and procedures.
Today, the biggest changes seem to be with engineering and purchasing. Although the castings that existed in the 1950s, 60s and even 70s are still being designed and purchased today, many of those in the industry have never had the opportunity to visit a casting operation; therefore, they may be unaware of the industry's advancements and the savings that may be available.
Daily, requests are received for various pump parts, fittings and bearings. Approximately five percent of these bid requests provide the information required to generate an accurate quotation. Based on the information supplied by buyers, it is not uncommon for the metal cost to represent only 10 percent of the casting price.
Regardless of the casting medium (iron, bronze or aluminum), there are guidelines to follow when designing and purchasing metal castings.
Guidelines for Designing and Purchasing Metal Castings
- Select a foundry that has specific experience in casting pumps or pressure castings.
- Be thorough and accurate when developing quotation requests. Information such as quantities, type of metal required, casting weight and special items such as annealing or stress relieving, certifications and letters of compliance should be included in the formal quote request. Also include the terms of payment, shipping instructions and any special packaging requirements.
- Supply a legible set of blueprints or CAD files. Such files should include locations where brinell readings are to be taken on the castings, as well as tooling points, the desired parting line and draft angles and the tolerance of angles, radii and dimensions.
- Quotation responses should specify the part number, revision level, casting weight, piece price, quantity breaks, minimum billing, current metal surcharge, pattern material, number of impressions, the number of impressions in the core box and the type of machine on which the part will be run.
- During the design stage of pumps, uniform metal thickness should be maintained when possible. Isolated heavy bosses or hubs have a tendency to create shrinkage and porosity.
- The pump design should not include any square corners. Instead, a substantial radius should be included on all corners or transitions. To increase efficiency, sharp 90 deg transitions should also be avoided within the pump casting.
- Purchasing should not consider or accept quotations that only state “one set of pattern equipment” for a specific part number. During this stage, purchasing may be unaware of what they are buying in the form of tooling…whether it involves inexpensive wood components or metal. Purchasers may not understand the number of impressions on the pattern or the number of impressions in the core box.
Currently, several pump companies design their own parts and, in some cases, build the tooling prior to seeking quotations. Therefore, those in the foundry industry are not in a position to offer savings that may have been available if minor adjustments in the design or pattern construction were made. It is well documented that during the lifetime of an electric motor, the initial cost of the motor can result in only approximately 2 to 3 percent of its lifetime cost, while energy accounts for 97 percent. A pump system is comparable to these figures.
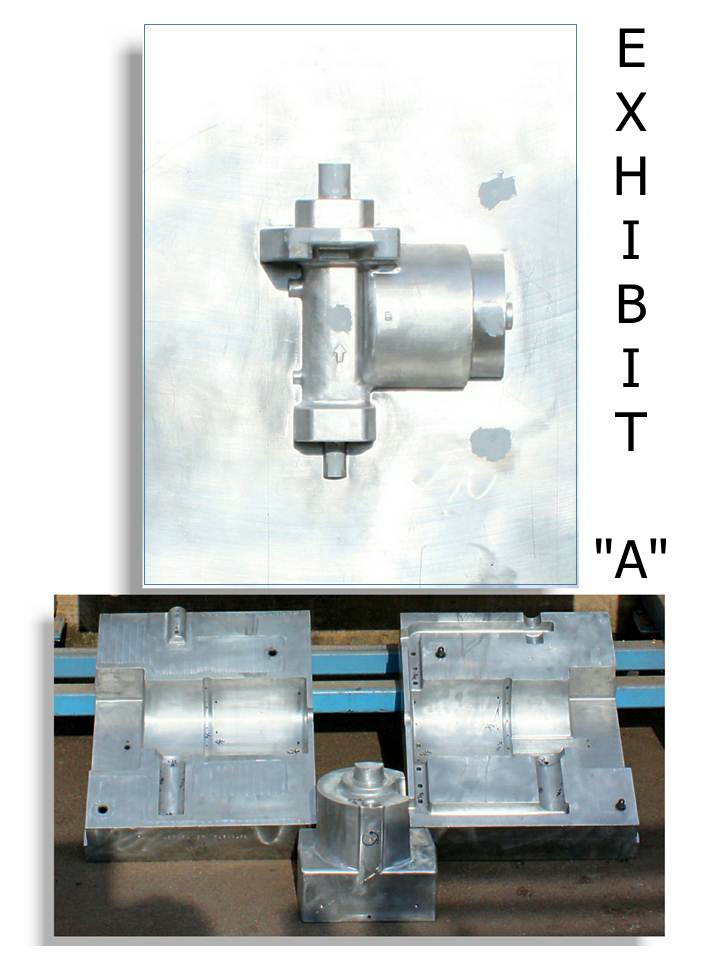
Figure 1. This example represents good tooling. The core will be manufactured in one piece (with no gluing or pasting) with excellent repeatability and on a competitive basis.

Figure 2. This is a good example of tooling currently in use with many manufacturers. It consists of wood, with loose pieces that must be manually glued and pasted together. Dimensional stability is questionable. This casting's cost, with good tooling, would be reduced by more than 50 percent.
A pump requiring a modest initial investment may prove to be financially strapping over its lifetime. The efficiency of the motor, the actual pump and fittings and the related maintenance required need to be considered to obtain an accurate estimate of the long-term investment. Some manufacturers have adopted a more positive approach prior to completing the design phase. The design engineer, pattern maker and metal caster convene to discuss maintenance efficiencies, pattern design and foundry-friendly castings; whereby the castings are capable of going through shakeout units without cracking or breaking and require no special handling.
One such company is Penn Valley Pump Company located in Warrington, Penn. All its castings have a tendency to have no square corners, sharp edges or mean pockets, which reduces rejects and cost.
Many pump designs are knockoffs of pumps designed in the 50s and 60s. These pumps historically fail to offer the efficiencies that could be offered in today's modern market. Such pumps are being designed for a metal casting industry that, for the most part, no longer exists.
Pumps & Systems, October 2010
